Metināšanas pusautomātisko ierīču izmaksu diapazons ir 6000-200000 rubļu. Lai saprastu, kuru metināšanas pusautomātisko ierīci labāk pirkt, jums jāzina tās galvenie parametri, to ietekme uz veiktā darba ērtības un šuves kvalitāti. Tas palīdzēs jums izvēlēties pareizo modeli konkrētiem uzdevumiem un nedos daudz naudas par neizmantoto potenciālu.

Saturs:
- Metināšanas pusautomātiskās ierīces ierīce un darbības princips
- Kā izvēlēties pareizo metināšanas pusautomātiskās ierīces tipu
- Stieples padeves izvēle
- Pareizā ekranēšanas gāze
- Svarīgi parametri, izvēloties metināšanas pusautomātisko ierīci
- Kādas dizaina iezīmes ir svarīgas
- Metināšanas pusautomātiskās ierīces izvēle atkarībā no paredzētajiem uzdevumiem
Metināšanas pusautomātiskās ierīces ierīce un darbības princips
Pusautomātiskās metināšanas iekārtas ir augstas salīdzinājumā ar citām metināšanas mašīnām to augstās produktivitātes dēļ. Atšķirībā no citām ierīcēm pusautomātiskajām ierīcēm ir integrēts stieples padeves bloks, kas kalpo kā pildviela un vienlaikus ar vienu no loka aizdedzes kontaktiem.
Sakarā ar to ir iespējams izveidot nepārtrauktas, 2-4 m garas šuves dažādās telpiskās pozīcijās. Tas ir ērti arī ar lāpas manipulācijām ar mērķi izveidot šuvi, jo nav degoša elektrodu, kura garums ir nepārtraukti jākompensē, novirzot tā galu uz metināšanas šūniņu.
Pusautomātiskajā ierīcē ir šādas daļas un mezgli:

1. Ātr.kārba.
2. Inerts gāzes balons.
3. Uzpildes stieples spole
4. Piešķiršanas mehānisms.
5. Deglis ar kontakta elementiem un vadības atslēgu.
6. Informācijas panelis.
7. Strāvas avots
8. Degļa uzmava ar kabeļa kanālu, strāvas vadiem, iekšējā gāzes šļūtene.
9. Zemes kabelis ar skavu.
Metināšanas pusautomātiskās ierīces elementu izskats un izkārtojums atšķiras atkarībā no ierīces klases.
Metināšanas pusautomātiskās ierīces darbības princips ir iegūt no tīkla 220 vai 380 V spriegumu un nolaist spriegumu līdz 30-90 V. Tajā pašā laikā strāvas avots palielina ampēru skaitu līdz 120-500 A, kas ļauj viegli izkausēt loka tēraudu, čugunu, alumīniju un nerūsējošo tēraudu. Atšķirībā no kausēšanas elektrodiem, šī metode neatstāj izdedžus uz šuves virsmas. Ja savienojums ir izveidots pareizi, turpmākā apstrāde nav nepieciešama, izstrādājumu pēc atdzesēšanas atļauts krāsot.
Lai veiktu šo procesu, tiek iesaistītas iekārtas elektriskās, mehāniskās un gāzes daļas. Metinātājs tur lāpu ar iemuti un sprauslu. Tajā mehānika ar elektromotoru baro metināšanas stiepli. Pēdējās kustības ātrumu pielāgo atkarībā no piedevas diametra, strāvas stipruma un nepieciešamā šuves biezuma. Caur vadiem līdz deguna iemutnei tiek uzlikts spriegums, kas iet uz vadu.
Otrais kontakts ir savienots ar izstrādājumu, izmantojot masas kabeli ar skavu. Kad metinātājs nospiež lāpas pogu, vads stiepjas uz priekšu, pieskaras metinātās daļas virsmai un ierosina elektrisko loku, izkausējot pašu stiepli un savienojuma malas. Lai izveidotu šuvi, deglis jāvirza vienmērīgi vai ar svārstīgām kustībām.
Gāzes daļa aizsargā metināto metināšanas baseina metālu no mijiedarbības ar apkārtējo gaisu. Kad tiek nospiesta degļa poga, gāzes vārsts automātiski atbrīvo inertu vielu. Lāpas sprauslai ir cauruļveida forma, kas nodrošina vienotu metināšanas zonas patvērumu. Pretējā gadījumā no izkausētā metāla varētu izlauzties ogleklis, un šuve būtu poraina un caurlaidīga.
Par video ar pusautomātisko metināšanas mašīnu principiem varat uzzināt vairāk no videoklipa:
Kā izvēlēties pareizo metināšanas pusautomātiskās ierīces tipu
Izlemjot, kuru pusautomātisko metināšanas mašīnu izvēlēties veikt darbu mājās vai nelielai darbnīcai personīgajā garāžā, jums jāņem vērā aprīkojuma veidi. Paredzētajam mērķim tas ir sadalīts trīs grupās, un tajā var būt arī viens no vairākiem pašreizējiem avotiem, kas ietekmē apkopes un lietošanas ērtumu.
Sadzīves, daļēji profesionāli un profesionāli modeļi
Pusautomātiskās sadzīves metināšanas ierīces.
Viņiem ir mazs svars līdz 10 kg, strāvas stiprums 120-160 A, jauda 3-5 kW. Kā likums, šīs ir vienkāršas ierīces ar minimālu iestatījumu, savienotas ar tīklu 220 V. Sakarā ar zemu strāvas stiprumu tie spēj metināt ne biezu metālu ar šķērsgriezumu līdz 3-5 mm. Viņu iekļaušanas ilgums nepārsniedz 30%, kas viņiem ļauj strādāt 3 minūtes no desmit. Pārējais laiks būs nepieciešams, lai atdzesētu galvenās sastāvdaļas, pretējā gadījumā tas novedīs pie pārkaršanas. Vienība tiek izvēlēta maziem uzdevumiem: vārtu izgatavošanai, žoga labošanai, siltumnīcas izveidošanai personīgām vajadzībām.


+ Vietējo pusautomātisko ierīču plusi
- saprātīga cena;
- iesācējiem ir viegli saprast funkcijas (pašreizējā stipruma un stieples padeves ātruma pielāgošana);
- kompaktums;
- vienkāršs remonts un lētas detaļas;
- ērta transportēšana;
- nepieciešama minimāla apkope.

- Vietējo pusautomātisko ierīču mīnusi
- maza jauda, kas ierobežo metināto sānu biezumu;
- īss vads un kabelis;
- slikts aprīkojums;
- spēja gatavot tikai ar plānu stiepli;
- zems PV 30% (iekļaušanas ilgums).
Pusprofesionālas metināšanas pusautomātiskās ierīces.
Tie pārstāv vidējo metināšanas iekārtu kategoriju ar strāvas stiprumu 180-250 A. To jauda svārstās no 6-8 kW. PV no 35 līdz 50% ļauj tos izmantot ar nelieliem pārtraukumiem durvju, konteineru un dažādu dizainu ražošanai mājās. Metāla iespiešanās biezums sasniedz 10 mm. Ierīcēm var būt vienkāršs interfeiss vai tās var saturēt jau uzlabotus iestatījumus metināšanas sprieguma modelēšanai.

+ Plusi pusprofesionālas pusautomātiskās ierīces
- iespēju katru dienu strādāt 3-5 stundas;
- paaugstināta celtniecības kvalitāte;
- aprīkojums ar kabeļiem, kuru garums nepārsniedz 3 m;
- uzlabota korpusa un paneļa aizsardzības pakāpe;
- ilgs kalpošanas laiks;
- smalkāka režīma iestatījumi.
- Mīnusi pusautomātiskās pusautomātiskās ierīces
- augstākas izmaksas;
- svars 10-20 kg, sarežģot pārvadāšanu;
- dārgi remonti un komponenti.
Profesionālās metināšanas pusautomātiskās ierīces.
Tās ir ierīces lielā apvalkā, kuras tiek uzstādītas pastāvīgi vai grozā ar veltņiem. Tajā ir nostiprināts arī gāzes balons, kas atvieglo transportēšanu. Modeļi dod jaudu līdz 300–500 A, kas ļauj gatavot metālus, kuru biezums ir 20 mm vai vairāk, taču tas prasa trīsfāžu ievadi 380 V. Tie tiek izvēlēti ražošanai ar pastāvīgu nodarbinātību, jo PV ir no 60%.

+ Profesionālu pusautomātisko ierīču priekšrocības
- liela jauda 11-25 kW;
- viegla loka aizdedze tukšgaitas laikā 80-90 V;
- Katru dienu varat gatavot 7-10 stundas;
- daudzas metināšanas strāvas regulēšanas funkcijas labākai metināšanas kvalitātei;
- universāls, jo tie ļauj uzstādīt dažāda diametra un materiālu stieples;
- kas aprīkots ar gariem kabeļiem.
- Profesionālo pusautomātisko ierīču mīnusi
- liels svars, kas ietekmē pārvadāšanas ērtības;
- augstas sākotnējās izmaksas un remonta cenas;
ierobežota savienojamība (tikai tur, kur ir 380 V).
Nosaka ar metināšanas pusautomātisko ierīci atkarībā no enerģijas avota
Papildus metināšanas iekārtu kategorijām to sadala arī pēc enerģijas avota veida, kam ir tieša ietekme uz šuves kvalitāti un pielietojamību. Atlasei ir pieejami trīs barošanas veidi.
Transformatori
Sakarā ar lielo spoļu izmēriem (primāro un sekundāro) pusautomātiskā korpusa izmēri ir lieli. Tas ietekmē ierīces masu. Bet apkopei šādi modeļi ir visnepretenciozākie. Tās ir arī lētas, lai labotu.Tā kā šādām ierīcēm ir minimāls daļu skaits, tās sabojājas retāk un darbība ir atļauta vissmagākajos apstākļos (auksts, karstums, bieža pārvadāšana, putekļi).
Metināšana notiek uz maiņstrāvas, tāpēc šuves ir izteikti zvīņainas, var būt pieplūdumi. Ir liels metāla šļakatu īpatsvars. Strāvas regulēšana ir pakāpeniska, rupja. Šādas ierīces ir piemērotas tēraudam ar zemu oglekļa saturu vai alumīniju (ar nosacījumu, ka ir uzstādīta atbilstošā stieple).
Taisngrieži
Šis aprīkojums ir līdzīgs pēc konstrukcijas, taču papildus transformatoram iekšpusē ir arī diodes tilts, kas atjauno maiņstrāvas zemspriegumu. DC metināšana paver iespēju savienot nerūsējošos tēraudus, čugunu vai labākus metinājumus uz parastā “melnā” metāla.
Viņu loka sadedzina stabilāk, un aerosols ir daudz mazāks. Bet, ņemot vērā vēl lielāku mezglu skaitu remontā, tie ir sarežģītāki. Un pusautomātisko ierīču masa ir lielāka, kas apgrūtina transportēšanu.
Invertors.
Mūsdienīgākie metināšanas strāvas avoti, palielinot tā frekvenci desmitiem reižu un pēc tam pārveidojot par konstantu. Šāda shēma nodrošina kompaktus aprīkojuma izmērus, zema sprieguma patēriņu no tīkla un plašas metināšanas materiālu (nerūsējošā tērauda, čuguna, oglekļa metālu, alumīnija) iespējas. Viņu šuve ir plakana, gandrīz bez izsmidzināšanas. Jūs varat vienmērīgi pielāgot spriegumu, un tas samazina apdegumus.
Tā kā ir daudz elektronikas un iekšējo detaļu, šādai iekārtai ir nepieciešama rūpīgāka apstrāde, jutīga pret aukstumu un putekļiem. Remonts ir visdārgākais. Ja tīklā notiek sprieguma pārspriegums, tas ietekmē metināšanas kvalitāti.
Stieples padeves izvēle
Pusautomātiskās metināšanas iekārtas izvēle ir saistīta ar to, cik tālu no izejas būs nepieciešams metināt un cik lielas konstrukcijas būs jāizgatavo. To ietekmē ne tikai strāvas vada garums, bet arī degļa apvalks. Stieples padeves mehānisma tips bieži ir atkarīgs no tā.
Pastāv trīs vadu padeves iespējas:
1. Stumšana - aparāta korpusā ir veltņi, stiepjot vadu kabeļa kanālā. Parasti uzmavas garums nepārsniedz 5 m, jo vads var iestrēgt līkumos, kas pārtrauc metināšanu.

2. Vilkšana - nozīmē vilkšanas mehānisma esamību pašā degli. Tas ļauj izmantot garākas piedurknes, bet padara degli smagāku, kas ir neērti lielu darbu veikšanai vai sejas šuvēm.

3. Kombinēts - ir abi iepriekš minētie veidi. Kabeļa kanāla garums var sasniegt 10 m, kas ir ērti, lai ātri mainītu darba vietu uz lielām konstrukcijām (jumta kopnēm, garai siltumnīcai).
Turklāt stumšanas stieples padeves mehānisms var būt vienā korpusā ar barošanas avotu vai atsevišķā. Pirmā versija dod kompaktākus aprīkojuma izmērus, bet, ja ar piedurknes garumu nepietiek, jums būs jāpārvieto visa instalācija. Ņemot to vērā, iebūvētais padeves mehānisma tips ir ērts tikai stacionārai metināšanas vietai garāžā, kur notiek darbs ar mazām detaļām (trauks, bārbekjū, vārtiņi).

Bīdāms mehānisms korpusā ar barošanas avotu.
Lai panāktu lielāku manevrēšanas spēju (žoga, siltumnīcas, cauruļu metināšana), labāk izvēlēties pusautomātisku ierīci ar atsevišķu enerģijas avota un padeves mehānisma apvalku. Šāda shēma ļauj izmantot iekārtas stacionārā veidā, novietojot detaļas viena otrai virsū, un, ja nepieciešams, paņemiet spoli ar stiepli un piedziņu (svars līdz 6 kg) un tuviniet to metināšanas vietai. Korpusi ir savstarpēji savienoti ar dzīvu kabeli. Gāze tiek savienota tieši ar otro degļa ierīci. Uz lietas ir rokturis.

Stumšanas mehānisms ir atdalīts no barošanas avota korpusa.
Pareizā ekranēšanas gāze
Lai veiksmīgi pagatavotu pusautomātu, jāizvēlas ne tikai labs aparāts, bet arī aizsargājoša gāze. Šo metināšanas metodi sauc par MIG / MAG, jo tā ietver inertu vai aktīvu maisījumu izmantošanu.Vielu no cilindra ar reduktoru caur šļūtenēm piegādā ierīcei. Kad tiek nospiesta degļa poga, vārsts atver kanālu un no sprauslas izplūst gāze. Pūšot metināšanas baseinu, tas tiek izolēts no apkārtējā gaisa šķidrā metāla ietekmes.
Pusautomātiskajām mašīnām ir vairāki gāzes veidi, kurus izvēlas atkarībā no ražošanas uzdevumiem:
- Oglekļa dioksīds. Lētākais. Tas var būt dažādu tilpumu cilindros. Bet zemās izmaksas ietekmē šuves kvalitāti - to iegūst ar neapstrādātiem svariem, metināšanas laikā ļoti spēcīgi izšļakstās metāla šļakatas, ir dzirdama sprēgāšana. Šis gāzes veids ir piemērots plānām 0,8-1,2 mm plāksnēm un nereaģējošām šuvēm. Piemērots melno metālu metināšanai.
- Argona un oglekļa dioksīda maisījums. Šādi preparāti rada attiecību 80% / 20% (argons / oglekļa dioksīds) un tiek saukti par MIX. Tās maksā vairāk, bet nodrošina mīkstu loka, minimālu metāla izsmidzināšanu, gludu, smalki zvīņainu šuvi. Savienojums gandrīz nav jāapstrādā. Šī opcija ir izvēlēta metināšanai no oglekļa tērauda un nerūsējošā tērauda.
- Tīrs argons. Visdārgākais gāzes tips pusautomātiskai ierīcei. Piemērots leģētajiem tēraudiem, alumīnijam, titānam un varam (ar noteikumu, ka ir uzstādīta šiem materiāliem līdzīga stieple).
Pusautomātiskā ierīce var darboties bez gāzes. Šim nolūkam tiek iegādāts īpašs vads ar kušņu serdi, kuram ir cauruļveida forma. Tā iekšpusē tiek ievietota plūsma, kas izkausē loka ietekmē un aizsargā metināšanas šuvi ar tā tvaikiem. Pēc metināšanas ir nepieciešama plāksnes un garozas noņemšana no metinājuma virsmas. Lai gan šī tehnoloģija ievērojami vienkāršo metināšanu grūti pieejamās vietās, šāda stieples izmaksas ir tik augstas, ka dzīves apstākļiem tas nav izdevīgi (lētāk ir iegādāties cilindru un pārnesumkārbu).

Svarīgi parametri, izvēloties metināšanas pusautomātisko ierīci
Uzzinājuši ierīču veidus un iespējas strādāt ar gāzēm, mēs pāriesim pie galvenajiem parametriem. Lai saprastu, kāda veida metināšanas pusautomātisko ierīci labāk iegādāties garāžai vai mājas darbnīcai, ir vērts saprast četrus raksturlielumus, kas ietekmē metināšanas iespējas.
Stieples diametrs un metināšanas strāva
Izvēloties metināšanas pusautomātisko ierīci, jums jāsāk no metinātā metāla biezuma. Automašīnu virsbūves detaļu remontam vai elektrisko iekārtu apvalku remontam ir nepieciešams mazs strāvas stiprums un neliels stieples diametrs, lai izvairītos no apdegumiem. Ja izvēlaties mazjaudas aparātu, tas neizkausēs malas, bet tikai virsū uzliks izkausētu metālu, kam nebūs turēšanas spēka. Izmantojot jaudīgu pusautomātisko ierīci, bet nelielu stieples diametru, tā izkausēsies, pirms tā sasniegs pievienotās daļas.
Šeit ir tabulas piemērs metināšanas režīma izvēlei ar pusautomātisku ierīci:
| Metāla biezums mm | Stieples diametrs, mm | Strāvas stiprums, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Tāpēc, ja prioritāte ir konteineru un lokšņu tērauda metināšana ar biezumu līdz 2 mm, tad pietiek ar vienkāršāko modeli ar strāvas stiprumu 150 A un spoli ar stiepli ar diametru 0,8 mm. Bet brūvēt kanālu ar šādu pusautomātisko ierīci vairs nav iespējams. Ja nākotnē ir nepieciešams gatavot dažāda biezuma metālus, tad labāk izvēlēties modeli ar lielu diapazonu un iespēju uzstādīt dažāda diametra stieples.
Papildus ampēriem ir svarīgs arī bezslodzes spriegums, kas tiek uzturēts uz dzīvām detaļām loka neesamības laikā. Šis indikators ir diapazonā no 30 līdz 90 V. Jo augstāka vērtība, jo vieglāk loka tiek ierosināta, kad vads nonāk saskarē ar masu. Ja jums bieži jāstrādā garāžā ar sarūsējušām detaļām, tad jums jāizvēlas pusautomātiska ierīce ar tukšgaitas ātrumu 80-90 V. Ja metināšanu veic tikai uz notīrītām virsmām vai jaunu metālu, tad pietiek ar modeli ar parametriem 30-50 V..
Tīkla spriegums
Izvēloties pusautomātisko ierīci, ir svarīgi ņemt vērā arī tīkla parametrus. Sadzīves modeļus 220 V spriegumam var savienot ar jaudīgu nēsāšanu un gatavošanu pagalmā vai garāžā. Bet tos ierobežo strāvas ierobežojums 250 A. Lai veiktu metināšanu ar lielāku strāvu, nepieciešama trīsfāzu ieeja.Ja garāžā ir šāda savienojuma iespēja, tad ir vērts pasūtīt pusautomātisko ierīci 380 V spriegumam, kas paplašinās tā iespējas. Kombinētais tips, kas spēj pārslēgties un strādāt gan no 220, gan no 380 V, ir pamatots tikai lauka darbību gadījumā, kad bieži ir jāmaina darba vieta, un nākotnes tīkla parametri nav zināmi.
Bet privātmājai un vasarnīcai ir arī vērts padomāt par iespēju gatavot ēdienu zem pazemināta sprieguma. Kad strāva samazinās no 220 līdz 190 V un zemāk, dažas ierīces vienkārši “nevelk”, loka tik tikko nedeg, un metāls metināšanas vietā baseinā šķidruma vietā ir līdzīgs plastilīnam. Tad jums jāpievērš uzmanība modeļiem ar ieejas sprieguma diapazonu 140-230 vai 170-230 V.
Enerģijas patēriņš
Enerģijas patēriņš ietekmē veiktspēju un tīkla noslodzi. Sadzīves vajadzībām labāk izvēlēties pusautomātiskās mašīnas ar jaudu 3-4 kW. Tas palīdzēs nededzināt izplūdes atveri no pārkaršanas, mašīna netiks izsist, un indikators ir pietiekams, lai vārītu lokšņu metālu vai stūri līdz 3 mm biezu.
Ja garāža nodrošina nelielu durvju un vārtu ražošanu, tad jums ir nepieciešama jaudīgāka mašīna un elektroinstalācija. Tad jūs varat izvēlēties 5-6 kW vienību, paplašinot metināšanas iespējas. Privātās darbnīcās izmantojiet aprīkojumu no 7 kW.
Ņemot vērā jaudas indikatoru, ir vērts atcerēties, ka tā darbības vērtība ir nedaudz zemāka nekā patērētā. Sākotnēji jums jānodrošina 20% rezerve, bet, ja mājā bieži notiek tīkla izņemšana, tad šai rezervei vajadzētu būt vēl lielākai.
Kādas dizaina iezīmes ir svarīgas
Papildus pašreizējiem parametriem jums joprojām jāzina atsevišķu aprīkojuma elementu dizaina veidi, kas ietekmē preču lietojamību un izmaksas. Apsvērsim, kā izvēlēties metināšanas pusautomātisko ierīci, ņemot vērā lāpas, kabeļa kanāla, saskarnes un papildu funkciju īpašības.
Pusautomātiskas ierīces metināšanas lāpas tips un garums
Pusautomātiskas ierīces metināšanas lāpa notiek vairākos veidos. Visiem no tiem ir kopīgs dizains ar rokturi, starta taustiņu un portālu. Pēdējā galā ir iemutis, caur kuru tiek izvadīts vads un gāze, kā arī sprausla aizsargājošās vielas padeves virziena noteikšanai.

Iemutņa un sprauslas diametrs mainās atkarībā no metināšanas apstākļiem. Gabarīta izmērs var būt nedaudz īsāks vai garāks, ko izvēlas, ņemot vērā ērtības (parasti mazas detaļas ir vieglāk metināt ar nelielu kabatas lukturīti, un manipulācijas ar lielām metāla konstrukcijām ir praktiskas ar pagarinātu zobratu).
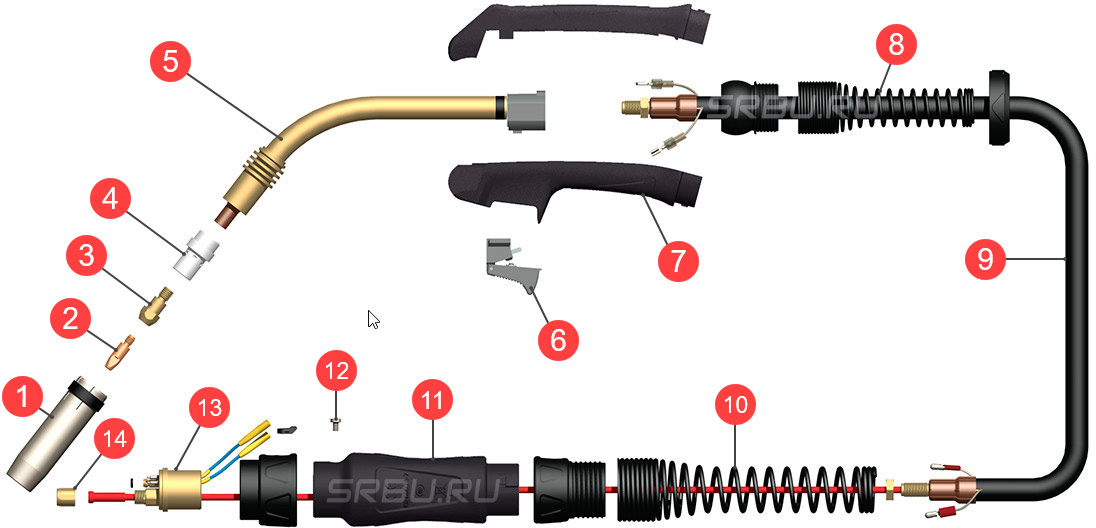
1. Sprausla ir koniska.
2. Pašreizējais padoms.
3. Uzgaļa turētājs.
4. Gāzes izplatītājs.
5. Mutiņš.
6. Poga.
7. Rokturis.
8. Savienojošais pavasaris
9. Koaksiālais kabelis.
10. Savienojošais pavasaris
11. Kastīte gaisa dzesēšanai.
12. Skrūve.
13. Centrālais kolekcionārs.
14. Rieksts.
Pusautomātiskas ierīces kabatas lukturīšu īpašības, kas jāņem vērā:
1. Maksimālais metināšanas strāvas ierobežojums. Tas ir norādīts ampēros un var svārstīties no 150 līdz 500 A. Tas tiek izvēlēts, ņemot vērā ierīces iespējas. Ja augšējais degļa indikators ir zemāks par pusautomātiskās ierīces maksimālo strāvu, tad metinot to, kabatas lukturītis ātri pārkarst vai pat izkusīs.
2. Lukturis ar vilkšanas mehānismu. Ierīcē ir neliels bloks ar mehāniskām detaļām, kas pievelk vadu sprauslai. Tas ļauj metināt tālu no enerģijas avota, bet papildu korpuss bloķē metinātāja redzamību un ātri nēsā roku, tāpēc tas ir pamatots tikai profesionālai lietošanai īpašos apstākļos.
3. Šķidrumu atdzesē. Parasti lielākā daļa degļu ir izstrādāti, lai dabiski iztvaikotu siltumu no to virsmas. Bet ir produktīvāki modeļi, kuru kabelis ir ievietots noslēgtā šļūtenē. Caur to cirkulē etilspirts ar disciplinētu ūdeni. Šķidrums noņem lieko siltumu un nodod to tvertnē. Lai sistēma darbotos vienības galvenajā daļā, ir paredzēts neliels sūknis. Šis degļa dizains ir dārgāks, taču tas ļauj gatavot daudzas stundas pēc kārtas pie lielām straumēm.

Deglis, kas atdzesēts ar šķidrumu.
Degļa garumu sauc par lielgabala lielumu kopā ar uzmavu, kas piestiprināta pie ierīces. Ir kabatas lukturīši no 2 līdz 5 m, retāk 7-10 m. Mājai un garāžai ar nosacījumu, ka mazas konstrukcijas tiek metinātas uz galda vai grīdas, pietiek ar 2-3 m garumu. Tad stieples aizkave būs minimāla. Gadījumā, ja automašīnu virsbūvju vai siltumnīcu metināšanai tiek izmantota pusautomātiska ierīce, ir praktiski izvēlēties uzmavu 3-5 m garumā, nodrošinot metinātāja manevrēšanas spēju.

Vai degļa savienotājs ir svarīgs?
Deglis tiek pakļauts mehāniskām un termiskām ietekmēm vairāk nekā citi elementi, tāpēc agrāk vai vēlāk tas izkusīs vai neizdosies, kas būs jāmaina. Tas ir piestiprināts pie korpusa caur īpašu savienotāju, kas vienlaikus satur mehānisku stiprinājumu, kontaktus strāvas caurlaidībai, gāzes kanālu ar gumijas gumijas gredzenu. Pogu enerģija tiek piegādāta atsevišķi caur citu savienotāju, kas iziet no apvalka.
Komponentu izvēles ērtums nākotnē ir atkarīgs no izvēlētā savienotāja veida. Ir spraudkontakts, atsevišķs (strāvas pārneses un gāzes daļas ir iekļautas dažādās kontaktligzdās) un Euro savienotājs.
Visizplatītākais un viegli nomaināmais ir pēdējais, tāpēc ir saprātīgi to izvēlēties. Bet, ja pusautomātiskā ierīce tiek iegādāta tikai periodiskai mājas metināšanai (metināt reizi mēnesī), tad jūs varat iegādāties kabatas lukturīti ar jebkuru savienotāju, jo tā resurss ilgs daudzus gadus.

Euro savienotājs degļa pievienošanai.

Euro degļa adapteris eiro ligzdai.
Stiepļu padevējs
Stieples padeves mehānismu dažādība pēc veida un atrašanās vietas jau ir apskatīta iepriekš, taču papildus ir svarīgi ņemt vērā veltņu skaitu un iespēju tos nomainīt. Ir dizainparaugi ar diviem veltņiem (iespīlēšana un piedziņa), kas nodrošina vienkāršu pildvielas piegādi. Tas ir pilnīgi pietiekami, lai metinātu nekritiskas struktūras.

Divu vadu stieples padeves mehānisms.
Ja ar pusautomātiskas ierīces palīdzību tiek plānots ražot kritiskus produktus, kur svarīga ir šuves vienveidība, tad noderēs mehānisms ar četriem veltņiem uz pārnesumkārbas, ko raksturo stabilāka padeve un saraustījumu neesamība (kad cilindrs ir iestrēdzis). Šis tips labāk tiek galā ar kabeļa kanāla pagriezieniem, radot papildu pretestību, un bez traucējumiem iespiež pildījuma materiālu sprauslā. Bet šādi modeļi ir dārgāki.

Četru vadu stieples padeve.
Lai stumtu vadu, veltņi ir aprīkoti ar rievām, kas atbilst piedevas diametram. Ievērojami palielinot vai samazinot strāvas stiprumu amplitūdā, tiek mainīts vads, kabeļa kanāls un kopā ar tiem veltņi. Pēdējie ir jānoņem no asīm, pretējā gadījumā metināšana citos režīmos nebūs iespējama. Tas ir praktiski ar plašu metāla konstrukciju biezumu klāstu. Ja nākotnē tiek izmantots tikai plāns vai tikai biezs tērauds, sākotnēji tam tiek izvēlēts aparāts ar veltņiem, un tas nav jāpārkārto elementiem.
Indukcijas korekcija
Dažās pusautomātiskās ierīcēs papildus strāvas stipruma, sprieguma un stieples ātruma regulatoram ir arī induktivitātes slēdzis. Induktivitāte samazina šķidrā metāla izšļakstīšanos un palielina tā iekļūšanu šuves saknē. To panāk, palielinot piliena atdalīšanas laiku no stieples galiņa un vienmērīgu pārvietošanos uz savienotajām malām. Lai īstenotu procesu, nepieciešams argona un oglekļa dioksīda maisījums.

Par šo funkciju ir vērts maksāt tikai tad, ja nepieciešams, regulāri, lai veiktu kritiskās šuves, kurām ir vajadzīgas ideālas šuves ar dziļu iespiešanos. Ja plānos ietilpst parasto konstrukciju metināšana pagalmā vai mašīnu labošana, tad jums nevajadzētu pārmaksāt.
Slēdzis
Ja darbības laikā ierīce pārkarst vai rodas īssavienojums transformatora tinuma pagriezienos, tad detaļas var izkausēt un apdegt. Šim nolūkam pusautomātiskās ierīces ir aprīkotas ar slēdžiem, kas šādās situācijās darbojas automātiski.Tas aizsargā aprīkojumu, vadus un cilvēkus, ja tas atrodas uz aktīvās daļas (tas atrodas uz konstrukcijas, kas savienota ar zemi).
Ja metināšanas mezglam nav šādas aizsardzības, tad tā savienošanai ārējā mašīna un papildu barošanas avots no tīkla ir jāinstalē tikai pēc tam. Bet stacionārai lietošanai garāžā vai mājās tā nav problēma. Modeļi, kas aprīkoti ar iekšēju automātisko pārtraucēju, ir pamatoti tikai tad, ja notiek bieža transportēšana un metināšana jaunā vietā nezināmos apstākļos.
Digitālā indikācija
Iekārtai var būt zīmēts mērogs un manuāls slēdzis, kura pagriešana dod aptuvenu priekšstatu par mainīgo metināšanas strāvas un stieples padeves ātruma vērtību. Ar to ir pietiekami garāžai un vienkāršiem žoga metināšanas uzdevumiem.

Ja vēlaties izveidot savienojumus no plāniem metāliem (automašīnas virsbūves) vai alumīnija, labāk izvēlēties pusautomātisku ierīci ar digitālu indikāciju, kas palīdz precīzi iestatīt vēlamās vērtības un atcerēties tās nākotnei. Pielāgošanu tam var veikt, pagriežot riteni vai izmantojot pogas “+” un “-”, un skaitļi mirdz uz tablo un ir skaidri redzami slikti apgaismotās telpās.


Tīkla kabeļa kvalitāte
Tīkla kabelim ir mehāniska un termiska spriedze. Viņi staigā pa to, nomet objektus, nomet tos. No šādas darbības vads ātri nolietojas un pakļaus vadītājus spriegumam. Ņemot to vērā, ieteicams izvēlēties pusautomātiskās mašīnas ar dubultu kabeļa izolāciju. Bet stacionārai vietai, kur vads ir kārtīgi novietots zem sienas un aizvērts (ar kastīti vai dēli), pietiek ar vienu izolācijas slāni.
Kabeļa šķērsgriezums ir svarīgs, lai nodrošinātu sprieguma pārvadi. Pusautomātiskai ierīcei šī vērtība sākas no 10 mm2. Jo jaudīgāka ir metināšanas iekārta, jo biezākam jābūt vara serdeņiem. 400 A modeļiem tīkla kabeļa biezums var sasniegt 25 mm2.
MMA iespēja
Papildus MIG / MAG metināšanai dažām pusautomātiskām ierīcēm ir vēl viens savienotājs, lai savienotu parasto turētāju un metinātu ar pārklātu elektrodu. Tas ir noderīgi, lai sagrieztu metālu grūti pieejamās vietās, kur nevar pārmeklēt disku no dzirnaviņām. Bet šim nolūkam aparātam vajadzētu būt spējīgam palielināt strāvas stiprumu līdz 250-300 A. Šī funkcija ir noderīga arī metināšanai dziļi caurulē, kur roka nemeklē un trūkst urbja no lodlampa, bet jūs varat sasniegt garu elektrodu - 40 cm.
Metināšanas pusautomātiskās ierīces izvēle atkarībā no paredzētajiem uzdevumiem
Tagad jūs varat apvienot iegūtās zināšanas un grupēt galvenos parametrus, izvēloties metināšanas pusautomātisko ierīci īpašām vajadzībām.
HUNDRED, automašīnas virsbūves remonts ar sekojošu šuvju tīrīšanu
Piemērots ir modelis ar stiepli 0,8 mm, maksimālo strāvu 150 A vienā vienībā ar divu rullīšu padeves mehānismu. Tam būs nepieciešama 220 V elektrotīkla padeve, degļa garums 2-3 m, oglekļa dioksīda balons.

Īpaša aprīkojuma remonts, konteineru, siltumnīcu, durvju, vārtu, žogu metināšana
Jums būs nepieciešama pusautomātiska ierīce ar vadu 1,0-1,2 mm, izvadot līdz 250 A, bet savienojot ar sadzīves tīklu 220 V. Lai aizsargātu metināšanas baseinu, jums ir nepieciešams argona un oglekļa dioksīda maisījums. Gludākas šuves iegūs ar četru veltņu padeves mehānismu un 3 m garu kabeļkanālu.

Rāmju un citu metāla konstrukciju metināšana no kanāliem, stūriem un profila caurules ar sienas biezumu 10 mm un lielāku.
Pusautomātiska ierīce ar 380 V, kurai ir 400 A, tiks galā ar šādu uzdevumu.Inertā gāze būs MIX, un labāk izvēlēties atsevišķa veida stieples padevēju ar lodlampa garumu 5 m. Tas vienkāršos pārvietošanos ap lielu struktūru. Rullīšu rievām jāatbilst stieples diametram 1,6 mm.

Pusautomātiskas ierīces izvēli var izdarīt pareizi, ievērojot iepriekš minētos padomus. Var būt nepieciešams atkārtoti lasīt vienu vai divas sadaļas, lai kaut ko izdomātu, bet galu galā iegādātā metināšanas iekārta pilnībā atbildīs vajadzībām.








