Kaynak için yarı otomatik cihazların maliyet aralığı 6000-200000 ruble. Hangi kaynak yarı otomatik cihazın daha iyi olduğunu anlamak için, temel parametrelerini, bunların yapılan işin kolaylığını ve dikişin kalitesini etkilemesini bilmeniz gerekir. Bu, belirli görevler için doğru modeli seçmenize yardımcı olacak ve kullanılmamış potansiyel için fazla para vermeyecektir.

İçindekiler:
Kaynak yarı otomatik cihazın cihazı ve çalışma prensibi
Yarı otomatik kaynak makineleri, yüksek verimlilikleri nedeniyle diğer kaynak makinelerine göre daha üstündür. Diğer cihazlardan farklı olarak yarı otomatik cihazlarda, dolgu malzemesi olarak görev yapan ve aynı zamanda ark tutuşması için temas noktalarından biri olan bir entegre tel besleme ünitesi bulunur.
Bu sayede, çeşitli mekansal konumlarda 2-4 m uzunluğunda sürekli dikişler oluşturmak mümkündür. Bu, bir torç oluşturmak için torcu manipüle etmek için de uygundur, çünkü uç yüzü kaynak havuzuna yaklaştırılarak uzunluğu sürekli olarak telafi edilmesi gereken yanan bir elektrot yoktur.
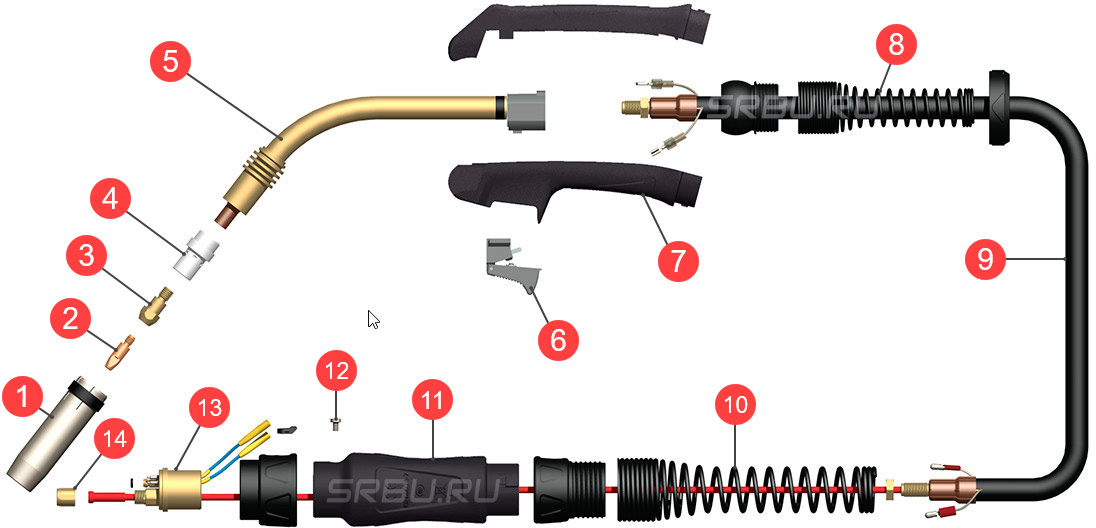
Yarı otomatik cihaz aşağıdaki parçaları ve montajları içerir:

1. Redüktör.
2. Asal gaz silindiri.
3. Dolgu tel makarası
4. Verme mekanizması.
5. Kontak elemanları ve kontrol anahtarı ile brülör.
6. gösterge paneli.
7. Güç kaynağı
8. Kablo kanallı brülör manşonu, güç telleri, iç gaz hortumu.
9. Kelepçeli topraklama kablosu.
Yarı otomatik kaynak cihazının elemanlarının görünümü ve düzeni, cihazın sınıfına bağlı olarak farklılık gösterir.
Kaynak yarı otomatik cihazın çalışma prensibi ağdan 220 veya 380 V'luk bir voltaj elde etmek ve voltu 30-90 V'a düşürmektir. Aynı zamanda, akım kaynağı, ark çeliği, dökme demir, alüminyum ve paslanmaz çeliği eritmeyi kolaylaştıran amper sayısını 120-500 A'ya yükseltir. Erime elektrotlarının aksine, bu yöntem dikiş yüzeyinde cüruf bırakmaz. Bağlantı doğru yapılmışsa, daha sonra işlem yapmak gerekmez, ürünün soğuduktan sonra boyanmasına izin verilir.
Bu işlemi gerçekleştirmek için, ekipmanın elektrik, mekanik ve gaz parçaları bulunur. Kaynakçı, bir ağızlık ve ağızlığa sahip bir meşale tutuyor. İçinde elektrik motorlu mekanik kaynak telini besler. İkincisinin hızı, katkı maddesinin çapına, akım gücüne ve istenen dikiş kalınlığına bağlı olarak ayarlanır. Tellerden brülörün ağızlığına, telden geçerek gerilim uygulanır.
İkinci temas ürüne kelepçeli bir kitle kablosu ile bağlanır. Kaynakçı torç düğmesine bastığında, tel ileri doğru uzanır, kaynaklanacak parçanın yüzeyine dokunur ve telin kendisini ve eklemin kenarlarını eriterek bir elektrik arkını uyarır. Bir dikiş oluşturmak için, brülörün yumuşak bir şekilde veya salınımlı hareketlerle sürülmesi gerekir.
Gaz kısmı, kaynak havuzunun erimiş metalini çevre havası ile etkileşime karşı korur. Brülör üzerindeki bir düğmeye basıldığında, gaz vanası otomatik olarak inert bir madde serbest bırakır. Torcun nozülü, kaynak bölgesinin düzgün bir şekilde korunmasını sağlayan boru şeklindedir. Aksi takdirde, karbon erimiş metalden kopar ve dikiş gözenekli ve sızıntı yapar.
Yarı otomatik kaynak makineleri ile çalışma prensipleri hakkında videodan daha fazla bilgi edinebilirsiniz:
Doğru yarı otomatik kaynak tipi nasıl seçilir
Hangi yarı otomatik kaynak makinesinin evde veya kişisel bir garajda küçük bir atölyede çalışmayı seçeceğine karar verirken, ekipman türlerini göz önünde bulundurmanız gerekir. Amaçlanan amacı için üç gruba ayrılmıştır ve aynı zamanda bakım ve kullanım kolaylığını etkileyen birçok mevcut kaynaktan birinin içinde bulunabilir.
Ev, yarı profesyonel ve profesyonel modeller
Ev tipi yarı otomatik cihazlar.
10 kg'a kadar küçük bir ağırlığa, akım gücü 120-160 A, güç 3-5 kW'a sahiptirler. Kural olarak, bunlar 220 V ağına bağlı minimum ayarlara sahip basit cihazlardır Düşük akım gücünden dolayı kalın olmayan metalleri 3-5 mm'ye kadar kesitli kaynak yapabilirler. Dahil olma süreleri% 30'u geçmez ve bu da on üzerinden 3 dakika çalışmalarına izin verir. Zamanın geri kalanında, kilit bileşenlerin soğutulması gerekecektir, aksi halde aşırı ısınmaya neden olur. Ünite küçük işler için seçilmiştir: bir kapı üretmek, bir çit onarmak, kişisel ihtiyaçlar için bir sera oluşturmak.


+ Evsel yarı otomatik cihazların artıları
- uygun fiyat;
- bir aceminin işlevleri anlaması kolaydır (akım gücünü ve tel besleme hızını ayarlama);
- yoğunluk;
- basit onarım ve ucuz parçalar;
- kolay ulaşım;
- Minimum bakım gerektirir.

- Yerli yarı otomatik cihazların Eksileri
- kaynaklı tarafların kalınlığını sınırlayan düşük güç;
- kısa tel ve kablo;
- zayıf ekipman;
- sadece ince tellerle pişirme kabiliyeti;
- düşük PV% 30 (dahil olma süresi).
Yarı profesyonel kaynak yarı otomatik cihazlar.
Akım gücü 180-250 A olan orta kaynak ekipmanı kategorisini temsil ederler. Gücü 6-8 kW arasında değişir. % 35 ile% 50 arasında PV, bunları evde kapı, konteyner ve çeşitli tasarımlar üretimi için küçük kesintilerle kullanmanızı sağlar. Metal nüfuzunun kalınlığı 10 mm'ye ulaşır. Cihazlar basit bir arayüze sahip olabilir veya kaynak voltajını modellemek için zaten gelişmiş ayarları içerebilir.

+ Yarı profesyonel yarı otomatik cihazların artıları
- Her gün 3-5 saat çalışma imkanı;
- artan yapı kalitesi;
- 3 m uzunluğa kadar kabloları olan ekipmanlar;
- gövde ve gösterge paneli için gelişmiş koruma derecesi;
- uzun ömürlü;
- daha iyi mod ayarları.
- Eksileri yarı otomatik yarı otomatik cihazlar
- daha yüksek maliyet;
- ağırlık 10-20 kg, karmaşık taşıma;
- pahalı onarımlar ve bileşenler.
Yarı otomatik kaynak makinaları.
Bunlar, kalıcı olarak veya silindirleri olan bir arabaya monte edilmiş büyük bir durumda olan cihazlardır. Taşınmayı kolaylaştıran bir gaz silindiri de sabitlenmiştir. Modeller, 20 mm veya daha fazla kalınlığa sahip metalleri pişirmenize izin veren 300-500 A'ya kadar üretebilir, ancak bu, 380 V'lik üç fazlı bir girdi gerektirir.

+ Profesyonel yarı otomatik cihazların artıları
- yüksek güç 11-25 kW;
- 80-90 V rölanti nedeniyle arkın kolay tutuşması;
- Her gün 7-10 saat yemek yapabilirsiniz;
- daha iyi kaynak kalitesi için birçok kaynak akımı ayar fonksiyonu;
- üniversal, çeşitli çaplarda ve malzemelerde tel kurulumuna izin verdiği için;
- uzun kablolarla donatılmıştır.
- Profesyonel yarı otomatik cihazların eksileri
- ağırlığın taşınmasını kolaylaştıracak ağırlığı;
- tamir için yüksek ilk maliyet ve fiyatlar;
sınırlı bağlantı (yalnızca 380 V olduğunda).
Güç kaynağına bağlı olarak kaynak yarı otomatik bir cihazla belirlenir
Kaynak ekipmanı kategorilerine ek olarak, dikişin kalitesi ve uygulanabilirliği üzerinde doğrudan etkisi olan bir güç kaynağı türüne de bölünür. Seçim için üç tip güç kaynağı mevcuttur.
Transformers.
Bobinlerin büyüklüklerinden (birincil ve ikincil), yarı otomatik gövdenin boyutları büyüktür. Bu, cihazın kütlesini etkiler. Ancak bakım için, bu modeller en iddiasız. Ayrıca tamir edilmesi ucuzdurlar.Bu tür cihazlar minimum parçaya sahip olduklarından daha az sıklıkta parçalanırlar ve en ağır koşullarda (soğuk, sıcak, sık nakliye, toz) çalışmaya izin verilir.
Kaynak, alternatif akımda gerçekleşir, bu nedenle, dikişler pullu olarak telaffuz edilir, girişler olabilir. Yüksek oranda metal sıçraması var. Akım ayarı kademeli, kaba. Bu tür cihazlar düşük karbonlu çelikler veya alüminyum için uygundur (uygun tel takılması şartıyla).
Redresörler.
Bu donanım tasarıma benzer, ancak transformatöre ek olarak, içinde alternatif bir düşük voltajı gideren bir diyot köprüsü de vardır. DC kaynak, sıradan “siyah” metal üzerine paslanmaz çelik, dökme demir veya daha iyi kaynakların birleştirilmesi olasılığını artırır.
Arkları daha stabil yanar ve sprey çok daha küçüktür. Ancak onarımdaki daha fazla sayıda düğüm göz önüne alındığında, bunlar daha karmaşıktır. Ve yarı otomatik cihazların kütlesi daha büyüktür, bu da taşımayı zorlaştırır.
Inverter.
Kaynak akımının en modern kaynakları, sıklığını onlarca defa artırıp, ardından da sabite dönüştürmektedir. Böyle bir şema, kompakt ekipman boyutları, ağdan düşük voltaj tüketimi ve kaynak malzemeleri (paslanmaz çelik, dökme demir, karbon metaller, alüminyum) için geniş olanaklar sağlar. Bunların dikişi düz uzanır, neredeyse hiç sprey yoktur. Gerilimi sorunsuz bir şekilde ayarlayabilirsiniz ve bu, yanıkları azaltır.
Çok sayıda elektronik ve dahili parça nedeniyle, bu tür ekipman soğuk ve toza duyarlı, daha dikkatli kullanım gerektirir. Tamir edilmesi en pahalı olanıdır. Şebekede voltaj dalgalanmaları meydana gelirse, bu kaynak kalitesini etkiler.
Tel besleme seçimi
Yarı otomatik bir kaynak makinesinin seçimi, çıkışın ne kadar uzağa kaynak yapılması gerektiği ve ne kadar büyük üretileceği ile ilgilidir. Bu sadece güç kablosunun uzunluğundan değil, aynı zamanda yakıcının manşonundan da etkilenir. Tel besleme mekanizmasının tipi genellikle ikincisine bağlıdır.
Üç tel besleme seçeneği vardır:
1. itme - aparat gövdesinde, kabloyu kablo kanalına iterek makaralar bulunur. Tipik olarak, manşonun uzunluğu 5 m'yi geçmez, çünkü tel, kaynağı kesen kıvrımlara sıkışabilir.

2. çeken - brülörün kendisinde bir çekme mekanizmasının varlığını ifade eder. Bu, daha uzun kollu kullanımlara izin verir, ancak brülörü daha ağır hale getirir, bu da yüksek irtifa işleri veya yüz dikişleri için uygun değildir.

3. kombine - yukarıdaki türlerin her ikisine de sahip. Kablo kanalının uzunluğu 10 m'ye ulaşabilir ve bu da büyük yapılardaki (çatı makasları, uzun bir sera) çalışma alanını hızlıca değiştirmek için uygundur.
Ek olarak, itme teli besleme mekanizması, bir güç kaynağına sahip bir mahfaza içinde veya ayrı bir birinde olabilir. İlk versiyon, ekipmanın daha kompakt boyutlarını verir, ancak manşon uzunluğu yeterli değilse, tüm kurulumu taşımak zorunda kalacaksınız. Bunun ışığında, yerleşik besleme mekanizması sadece garajda küçük parçalarla (konteynır, barbekü, küçük kapı) çalışılan sabit bir kaynak noktası için uygundur.

Güç kaynağı olan bir mahfazadaki bir itme mekanizması.
Daha fazla manevra kabiliyeti için (çitin, seranın, boruların kaynaklanması), güç kaynağı ve besleme mekanizmasının ayrı bir muhafazasına sahip yarı otomatik bir cihaz seçmek daha iyidir. Böyle bir şema, ekipmanın sabit bir şekilde kullanılmasına izin verir, parçaları birbirinin üzerine yerleştirir ve gerekirse bir tel ve tahrik ile bir bobin (6 kg'a kadar ağırlık) alır ve kaynak yerine yaklaştırır. Vakalar canlı bir kablo ile birbirine bağlanır. Gaz doğrudan ikinci brülör ünitesine bağlanır. Çantanın üzerinde bir taşıma kolu var.

İtme mekanizması güç kaynağı muhafazasından ayrıdır.
Doğru koruyucu gaz
Yarı otomatik olarak başarılı bir şekilde pişirmek için, sadece iyi bir cihaz değil, aynı zamanda bir koruyucu gaz seçmek de gereklidir. Bu kaynak yöntemine MIG / MAG denir, çünkü etkisiz veya aktif karışımların kullanılmasını içerir.Madde, hortumlara doğru bir redüktörlü bir silindirden cihaza verilir. Brülör düğmesine basıldığında, vana kanalı açar ve nozülden çıkan gaz dışarı çıkar. Kaynak havuzunun üflenmesi onu çevresindeki havadaki sıvı metal üzerindeki etkilerden izole eder.
Yarı otomatik makineler için, üretim görevlerine bağlı olarak seçilen birkaç gaz türü vardır:
- Karbondioksit En ucuzu. Çeşitli kapasitede silindirlerde olabilir. Ancak düşük maliyetli dikişin kalitesini etkiler - kaba pullarla elde edilir, kaynak sırasında metal sıçramaları çok kuvvetli uçar, çatırdama duyulur. Bu gaz türü, 0.8-1.2 mm'lik ince plakalar ve cevap vermeyen bağlantılar için uygundur. Demir metallerin kaynağı için uygundur.
- Argon ve karbondioksit karışımı. Bu tür formülasyonlar% 80 /% 20 (argon / karbondioksit) oranında üretilir ve MIX olarak adlandırılır. Daha pahalıya mal olurlar, ancak yumuşak bir yay, minimum bir metal spreyi, pürüzsüz ince pullu bir dikiş sağlarlar. Bileşik hemen hemen hiç işlem gerektirmez. Bu seçenek karbon çeliği ve paslanmaz çelik kaynağı için seçilmiştir.
- Saf argon Yarı otomatik bir cihaz için en pahalı tip gazdır. Alaşımlı çelikler, alüminyum, titanyum ve bakır için uygundur (bu malzemelere benzer bir tel takılması şartıyla).
Yarı otomatik cihaz gazsız çalışabilir. Bunun için, boru şeklinde olan özel bir akı özlü tel satın alınır. İçine, bir yay etkisi altında eritilen ve kaynak havuzunu buharı ile koruyan bir akı serilir. Kaynak işleminden sonra, kaynak yüzeyinden plak ve kabuk çıkartılması gerekir. Her ne kadar bu teknoloji ulaşılması zor yerlerde kaynak yapmayı büyük oranda kolaylaştırsa da, böyle bir telin maliyeti o kadar yüksektir ki, yaşam koşulları için karlı değildir (silindir ve dişli kutusu satın almak daha ucuzdur).

Kaynak yarı otomatik cihaz seçerken önemli parametreler
Cihaz türlerini ve gazlarla çalışma imkanlarını öğrendikten sonra, temel parametrelere geçeceğiz. Ne tür bir kaynak yarı otomatik cihazın bir garaj veya ev atölyesi için satın almanın daha iyi olduğunu anlamak için, kaynak yeteneklerini etkileyen dört özelliği anlamaya değer.
Tel Çapı ve Kaynak Akımı
Bir kaynak yarı otomatik cihaz seçerek, kaynak yapılan metalin kalınlığından başlamanız gerekir. Otomobilin gövde parçaları veya elektrikli ekipman mahfazalarının onarımı için, yanmaları önlemek için küçük bir akım kuvveti ve küçük bir tel çapı gerekir. Düşük güçte bir aparat seçerseniz, yanları eritmez, ancak sadece erimiş metali bir tutma kuvvetine sahip olmayacak şekilde yerleştirir. Güçlü bir yarı otomatik cihazla, ancak küçük bir tel çapıyla, sonuncusu bağlı olan parçalara ulaşmadan önce erir.
Yarı otomatik bir makineden kaynak modunu seçmek için örnek bir tablo:
| Metal kalınlığı mm | Tel çapı, mm | Akım gücü, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Bu nedenle, 2 mm kalınlığa sahip kapların ve çelik sacların kaynaklanması öncelikli ise, 150 A akım kuvvetine sahip en basit model ve 0.8 mm çapında bir tel bulunan bir bobin yeterlidir. Ancak, kanalı yarı otomatik bir cihazla demlemek artık mümkün değil. Gelecekte, çeşitli kalınlıklarda metallerin pişirilmesi gerekliyse, çok çeşitli bir model ve farklı çaplarda tel takma kabiliyetine sahip bir model seçmek daha iyidir.
Ampere ek olarak, bir ark yokken canlı kısımlarda tutulan yüksüz voltaj da önemlidir. Bu gösterge 30-90 V aralığındadır. Değer ne kadar yüksek olursa, tel kütleye temas ettiğinde ark daha kolay uyarılır. Genellikle paslı parçalara sahip bir garajda çalışmak zorundaysanız, 80-90 V rölanti hızında yarı otomatik bir cihaz seçmelisiniz. Kaynak sadece temizlenmiş yüzeylerde veya yeni metallerde gerçekleştiriliyorsa, o zaman 30-50 V özellikli bir model yeterlidir.
Şebeke gerilimi
Yarı otomatik bir cihaz seçerken, ağ parametrelerini dikkate almak önemlidir. 220 V için olan ev modelleri avluda veya garajda güçlü bir taşıma ve pişirme ile bağlanabilir. Ancak bunlar 250 A akım sınırıyla sınırlandırılmıştır. Kaynak işlemini daha yüksek bir akımda yapmak için üç fazlı bir giriş gerekli olacaktır.Garajda bağlantı için böyle bir fırsat varsa, o zaman yeteneklerini artıracak 380 V için yarı otomatik bir cihaz sipariş etmeye değer. Hem 220 hem de 380 V arasında anahtarlama ve çalışma kabiliyetine sahip olan kombine tip, sadece saha faaliyetlerinde, işyerini değiştirmek için genellikle gerekli olduğunda ve gelecekteki ağ parametrelerinin bilinmemesi durumunda haklı çıkar.
Ancak, özel bir ev ve yazlık için, düşük voltaj altında pişirme yeteneğini de göz önünde bulundurmaya değer. Akım 220'den 190 V'a ve altına düştüğünde, bazı cihazlar basitçe “çekmez”, ark zar zor yanar ve kaynak havuzundaki sıvı yerine sıvı metal hamuru benzer. O zaman 140-230 veya 170-230 V giriş voltajı olan modellere dikkat etmeniz gerekir.
Güç tüketimi
Güç tüketimi performansı ve ağ yükünü etkiler. Evsel ihtiyaçlar için 3-4 kW kapasiteli yarı otomatik makineler seçmek daha iyidir. Bu, prizi aşırı ısınmadan yakmamaya yardımcı olur, makine çalmaz ve gösterge, metal levha veya 3 mm kalınlığa kadar bir köşe kaynatmak için yeterlidir.
Garaj küçük bir kapı ve kapı üretimi sağlarsa, o zaman daha güçlü bir makineye ve kablolamaya ihtiyacınız var. Ardından, kaynak yeteneklerini genişleten 5-6 kW birimini seçebilirsiniz. Özel atölyeler için 7 kW'lık ekipman kullanın.
Güç göstergesi göz önüne alındığında, çalışma değerinin tüketilenden biraz daha düşük olduğunu hatırlamakta fayda var. Başlangıçta,% 20'lik bir pay vermeniz gerekir, ancak evin sık sık ağda sıkıntı yaşaması durumunda, bu pay daha da büyük olmalıdır.
Hangi tasarım özellikleri önemlidir
Mevcut parametrelere ek olarak, malların kullanılabilirliğini ve maliyetini etkileyen bireysel ekipman elemanlarının tasarım tiplerini bilmeniz gerekir. Meşale, kablo kanalı, arabirim ve ek fonksiyonların özelliklerini dikkate alarak yarı otomatik bir kaynak cihazı seçmeyi düşünelim.
Yarı otomatik bir cihaz için kaynak torçunun tipi ve uzunluğu
Yarı otomatik bir cihaz için bir kaynak torç çeşitli tiplerde olur. Hepsi bir tutamaç, bir başlangıç anahtarı ve bir yaldız ile ortak bir tasarıma sahiptir. İkincisinin sonunda tel ve gazın çıktığı bir ağızlığın yanı sıra koruyucu maddenin tedarik yönünü oluşturmak için bir ağızlık vardır.

Ağızlığın ve nozülün çapı, kaynak koşullarına bağlı olarak değişir. Çakmağın ebadı biraz daha kısa veya daha uzun olabilir, bu da uygunluğa göre seçilir (genellikle küçük parçaların küçük bir torçla kaynaklanması daha kolaydır ve büyük metal yapılardaki manipülasyonlar uzatılmış bir ağzı ile pratiktir).
1. Meme koniktir.
2. Güncel ipucu.
3. Uç tutucu
4. Gaz dağıtıcısı
5. Ağızlık.
6. Düğme.
7. Sap.
8. Bağlantı bahar
9. Koaksiyel kablo
10. Bağlantı bahar
11. Hava soğutma kutusu.
12. Vidalı.
13. Merkez kollektör.
14. Fındık.
Dikkate alınması gereken yarı otomatik bir cihaz için el fenerlerinin özellikleri:
1. Maksimum kaynak akımı limiti. Amper cinsinden belirtilir ve 150 ila 500 A arasında olabilir. Cihazın özelliklerine göre seçilir. Torcun üst göstergesi yarı otomatik cihazın maksimum akım gücünden düşükse, kaynak yaparken torç hızlı bir şekilde aşırı ısınır veya erir.
2. Çekme mekanizmalı torç. Cihaz, teli nozüle çeken mekanik parçalara sahip küçük bir blok içerir. Bu, kaynağı güç kaynağından uzak tutmanıza izin verir, ancak ek bir gövde kaynakçının görünürlüğünü engeller ve hızlı bir şekilde elinizi tutar, bu nedenle yalnızca belirli koşullarda profesyonel kullanım için haklıdır.
3. Sıvı soğutmalı. Tipik olarak çoğu brülör, yüzeylerinden ısıyı doğal olarak buharlaştırmak için tasarlanmıştır. Ancak, kablosu kapalı bir hortumda döşenen daha üretken modeller var. Disiplinli su ile Etil alkol dolaşır. Sıvı fazla ısıyı alır ve tanka aktarır. Sistemin çalışması için, ünitenin ana bölümünde küçük bir pompa bulunur. Bu brülör tasarımı daha pahalıdır, ancak yüksek akımlarda arka arkaya saatlerce yemek yapmanıza olanak sağlar.

Sıvı soğutmalı brülör.
Brülörün uzunluğu cihaza takılı manşonla birlikte tabancanın boyutu olarak adlandırılır. 2-5 m uzunluğunda, daha az sıklıkta 7-10 m uzunluğunda el fenerleri vardır, bir ev ve garaj için, küçük yapıların bir masaya veya zemine kaynaklanması şartıyla, 2-3 m uzunluğunun yeterli olması durumunda, tel gecikmesi minimum olacaktır. Otomobil gövdelerini veya seraları kaynaklamak için yarı otomatik bir cihaz kullanılması durumunda, kaynak makinesinin manevra kabiliyetini sağlayan 3-5 m'lik bir manşon seçmek pratiktir.

Brülör konektörü önemli mi?
Brülör, diğer elementlerden daha fazla mekanik ve termal etkilere maruz kalır, bu nedenle er ya da geç erir, bu da değiştirilmesini gerektirir. Mahfazaya aynı anda mekanik bağlanma, akım geçişi için temaslar, kauçuk lastik halkalı bir gaz kanalı içeren özel bir konektör vasıtasıyla tutturulur. Düğmelerin gücü, manşondan çıkan başka bir konektörden ayrı olarak beslenir.
Gelecekte bileşenlerin seçim kolaylığı, seçilen konektör tipine bağlıdır. Bir pim, ayrı (akım taşıyan ve gaz parçaları farklı soketlere dahildir) ve bir Euro konektörü vardır.
En yaygın ve değiştirilmesi kolay olanı ikincisidir, bu yüzden onu seçmekte akıllıca olur. Ancak yarı otomatik cihaz sadece periyodik ev kaynağı için (ayda bir kez kaynak) satın alınırsa, o zaman herhangi bir konektör ile bir meşale satın alabilirsiniz, çünkü kaynağı uzun yıllar sürecek.

Brülörü bağlamak için Euro konektörü.

Euro soketi için Euro brülör adaptörü.
Tel besleyici
Türe ve yere göre tel besleme mekanizması çeşitleri yukarıda çoktan düşünülmüştür, ancak ek olarak, merdanelerin sayısını ve seçim yaparken bunları değiştirme olasılığını göz önünde bulundurmak önemlidir. Basit bir dolgu malzemesi temini sağlayan iki silindirli (sıkıştırma ve sürüş) tasarımları vardır. Kritik olmayan yapıları kaynaklamak için bu yeterlidir.

İki telli tel besleme mekanizması.
Yarı otomatik bir cihaz yardımıyla, dikişin tek biçimliliğinin önemli olduğu kritik ürünler üretilmesi planlanıyorsa, o zaman daha dengeli bir besleme ve sarsıntı olmaması (tambur sıkışırken) ile karakterize edilen, dişli aktarımında dört silindirli bir mekanizma faydalı olacaktır. Bu tip kablolar kablo kanalının dönüşleriyle daha iyi başa çıkabilir, ek direnç sağlar ve dolgu malzemesini parazitsiz olarak nozüle iter. Ancak bu modeller daha pahalıdır.

Dört telli tel besleme.
Teli itmek için, makaralar, katkı maddesinin çapına karşılık gelen oluklarla donatılmıştır. Amperde önemli bir artış veya azalma ile tel, kablo kanalı ve bunlarla birlikte silindirler değişir. İkincisi eksenlerden kaldırılmalıdır, aksi takdirde diğer modlarda kaynak yapmak mümkün olmaz. Bu, çok çeşitli kalınlıklarda metal yapılar ile pratiktir. Gelecekte sadece ince veya sadece kalın çelik kullanılırsa, o zaman merdaneli aparat başlangıçta bunun için seçilir ve elemanları yeniden düzenlemek zorunda kalmaz.
Endüktans ayarı
Bazı yarı otomatik cihazlarda, akım şiddeti, voltaj ve kablo hızı regülatörüne ek olarak, bir endüktans anahtarı vardır. Endüktans, sıvı metalin sıçramasını azaltır ve dikişin köküne nüfuzunu arttırır. Bu, damlacıkların telin ucundan ayrılma zamanlarının arttırılması ve birleştirilmiş kenarlara yumuşak bir şekilde aktarılmasıyla başarılır. İşlemi uygulamak için, bir argon ve karbondioksit karışımı gereklidir.

Bu işlev için, yalnızca gerektiğinde, derinlemesine nüfuz eden mükemmel dikişler gerektiren kritik bağlantılar yapmak için, düzenli olarak, ödemeye değer. Planlar, bahçe veya tamir makineleri için geleneksel yapıların kaynaklanmasını içeriyorsa, fazla ödeme yapmamalısınız.
Devre kesici
Çalışma sırasında cihaz aşırı ısınırsa veya transformatör sargısının dönüşlerinde kısa devre meydana gelirse, parçalar eriyebilir ve yanabilir. Bunun için yarı otomatik cihazlar, bu gibi durumlarda otomatik olarak çalışan anahtarlarla donatılmıştır.Bu, ekipmanı, kabloları ve insanları, eğer hareketli kısım üzerine yerleştirilmişse korur (zemine bağlı bir yapı üzerinde durur).
Kaynak ünitesinde böyle bir koruma yoksa, bağlantısı yalnızca harici bir makinenin ve güç kaynağının ağdan ancak ondan sonra takılmasını gerektirir. Ancak bir garajda veya evde sabit kullanım için, bu bir sorun değildir. Dahili bir devre kesiciye sahip modeller, yalnızca bilinmeyen koşullarda yeni bir yerde sık taşıma ve kaynak yapılması durumunda haklı çıkarılır.
Dijital gösterge
Ekipman, çekilmiş bir ölçek ve manuel bir şaltere sahip olabilir; bunun dönüşü, kaynak akımının ve tel besleme hızının değişen değeri hakkında yaklaşık bir fikir verir. Garaj ve bir çit kaynağının basit görevleri için bu yeterli.

İnce metallerin (otomobil gövdesi) veya alüminyumun bağlantılarını yapmak istiyorsanız, istenen değerleri doğru bir şekilde ayarlamaya yardımcı olacak ve geleceği hatırlayabilen dijital göstergeli yarı otomatik bir cihaz seçmek daha iyidir. Ayarlama, tekerleği çevirerek veya “+” ve “-” düğmelerini kullanarak gerçekleştirilir ve sayılar puan tablosunda yanar ve kötü aydınlatılmış odalarda açıkça görülür.


Ağ kablosu kalitesi
Şebeke kablosunda mekanik ve ısıl gerilme görülür. Üzerinde yürürler, nesneleri düşürürler, düşürürler. Böyle bir işlemden sonra, tel hızlı bir şekilde aşınır ve iletkenleri voltajla açığa çıkarır. Bunun göz önüne alındığında, çift kablo yalıtımlı yarı otomatik makineler seçilmesi önerilir. Ancak, telin düzgün bir şekilde duvarın altına döşendiği ve kapatıldığı (bir kutu veya tahta ile) sabit bir yer için, bir yalıtım katmanı yeterlidir.
Gerilim aktarımını sağlamak için kablonun kesiti önemlidir. Yarı otomatik bir cihaz için bu değer 10 mm'den başlar.2. Kaynak makinesi ne kadar güçlü olursa bakır çekirdekler o kadar kalın olmalıdır. 400 A modellerinde ağ kablosu kalınlığı 25 mm'ye ulaşabilir2.
MMA fırsatı
MIG / MAG kaynağına ek olarak, bazı yarı otomatik cihazların geleneksel bir tutucu bağlamak ve kaplanmış bir elektrotla kaynak yapmak için başka bir konektörü vardır. Bu, bir diski değirmenden tarayamadığınız erişilmesi zor yerlerde metal kesmek için kullanışlıdır. Fakat bunun için aparatın akım gücünü 250-300 A'ya yükseltebilmesi gerekir. Bu fonksiyon, aynı zamanda, elin taramadığı ve torçtan gelen dişlinin eksik olduğu, ancak 40 cm uzunluğunda bir elektrot bulabileceğiniz, borudaki derin kaynaklarda da kullanışlıdır.
Amaçlanan görevlere bağlı olarak yarı otomatik kaynak cihazı seçimi
Artık belirli ihtiyaçlar için bir kaynak yarı otomatik cihazı seçmek için edinilen bilgileri ve grup kilit parametrelerini birleştirebilirsiniz.
HUNDRED, daha sonra dikişlerin temizlenmesinde araç karoseri tamiri
İki silindirli besleme mekanizmasına sahip tek bir ünitede, maksimum 150 A akım olan 0.8 mm telli bir model uygundur. 220 V şebeke beslemesi, brülör uzunluğu 2-3 m, bir karbondioksit silindiri gerektirecektir.

Özel ekipmanların tamiri, konteynerlerin, seraların, kapıların, kapıların, çitlerin kaynak yapılması
1.0-1.2 mm kablo ve 250 A yayın yapan, ancak 220 V ev ağına bağlanan yarı otomatik bir cihaza ihtiyacınız olacak, kaynak havuzunu korumak için argon ve karbondioksit karışımına ihtiyacınız var. Dört silindirli bir besleme mekanizması ve 3 m uzunluğunda bir kablo kanalı ile daha yumuşak dikişler elde edilecektir.

Çerçeve ve diğer metal yapıların, duvar kalınlığı 10 mm ve üzerinde olan kanallardan, köşelerden ve profil borulardan kaynaklanması.
400 V olan 380 V yarı otomatik bir cihaz böyle bir görevi yerine getirecektir İnert gaz MIX olacaktır ve 5 m torç uzunluğunda ayrı bir tip tel besleyicinin seçilmesi daha iyidir. Silindirlerdeki oluklar, 1,6 mm tel çapına karşılık gelmelidir.

Yarı otomatik bir cihazın seçimi yukarıdaki ipuçlarına bağlı olarak doğru bir şekilde yapılabilir. Bir şeyi bulmak için bir veya iki bölümün tekrar tekrar okunması gerekebilir, ancak sonunda, satın alınan kaynak makinesi ihtiyaçları tam olarak karşılayacaktır.








