The range of the cost of semiautomatic devices for welding is 6000-200000 rubles. To understand which welding semiautomatic device is better to buy, you need to know its key parameters, their influence on the convenience of the work performed and the quality of the seam. This will help you choose the right model for specific tasks and not give a lot of money for unused potential.

Content:
- The device and principle of operation of the welding semiautomatic device
- How to choose the right type of welding semiautomatic device
- Wire feed selection
- The right shielding gas
- Important parameters when choosing a welding semiautomatic device
- What design features are important
- The choice of a welding semiautomatic device depending on the intended tasks
The device and principle of operation of the welding semiautomatic device
Semiautomatic welding machines are superior to other welding machines due to their high productivity. Unlike other devices, semiautomatic devices have an integrated wire feed unit, which serves as filler material and at the same time as one of the contacts for igniting the arc.
Due to this, it is possible to create continuous seams 2-4 m long in various spatial positions. This is also convenient for manipulating the torch with the aim of forming a seam, since there is no burning electrode, the length of which has to be constantly compensated by bringing its end face closer to the weld pool.
The semiautomatic device includes the following parts and assemblies:

1. Gearbox.
2. Inert gas cylinder.
3. Filler wire reel
4. Feeder.
5. Burner with contact elements and control key.
6. Dashboard.
7. Source of power.
8. Burner sleeve with cable channel, power wires, internal gas hose.
9. Ground cable with clamp.
The appearance and layout of the elements of the welding semiautomatic device differs depending on the class of the device.
The principle of operation of the welding semiautomatic device is to obtain a voltage of 220 or 380 V from the network and lower the volt to 30-90 V. At the same time, the current source increases the number of amperes to 120-500 A, which makes it easy to melt arc steel, cast iron, aluminum and stainless steel. Unlike melting electrodes, this method does not leave slag on the surface of the seam. If the connection is made correctly, then subsequent machining is not required, the product is allowed to be painted after cooling.
To perform this process, the electrical, mechanical and gas parts of the equipment are involved. The welder is holding a torch with a mouthpiece and nozzle. In it, mechanics with an electric motor feed the welding wire. The speed of the latter is adjusted depending on the diameter of the additive, current strength, and the required thickness of the seam. Through the wires to the mouthpiece of the burner voltage is applied, passing to the wire.
The second contact is connected to the product via a mass cable with a clamp. When the welder presses the torch button, the wire extends forward, touches the surface of the part to be welded and excites an electric arc, melting the wire itself and the edges of the joint. To create a seam, the burner must be driven smoothly or with oscillatory movements.
The gas part protects the molten metal of the weld pool from interaction with the surrounding air. When a button on the burner is pressed, the gas valve automatically releases an inert substance. The nozzle of the torch has a tubular shape, providing uniform shelter of the welding zone. Otherwise, carbon would be pulled out of the molten metal and the seam would be porous and leaky.
You can learn more about the principles of working with semi-automatic welding machines from the video:
How to choose the right type of welding semiautomatic device
When deciding which semi-automatic welding machine to choose to perform work at home or for a small workshop in a personal garage, you need to consider the types of equipment. It is divided into three groups for its intended purpose, and may also contain inside one of several current sources, which affects the ease of maintenance and ease of use.
Household, semi-professional and professional models
Household welding semiautomatic devices.
They have a small weight of up to 10 kg, current strength 120-160 A, power 3-5 kW. As a rule, these are simple devices with a minimum of settings, connected to a 220 V network. Due to the low current strength they are able to weld non-thick metal with a cross section of up to 3-5 mm. Their inclusion duration does not exceed 30%, which allows them to work for 3 minutes out of ten. The rest of the time will be required to cool the key components, otherwise it will lead to overheating. The unit is chosen for small tasks: manufacturing a gate, repairing a fence, creating a greenhouse for personal needs.


+ Pluses of domestic semiautomatic devices
- affordable price;
- it is easy for a novice to understand the functions (adjusting the current strength and wire feed speed);
- compactness;
- simple repair and inexpensive parts;
- easy transportation;
- require minimal maintenance.

- Cons of domestic semiautomatic devices
- low power, which limits the thickness of the welded sides;
- short wire and cable;
- poor equipment;
- the ability to cook only with thin wire;
- low PV 30% (duration of inclusion).
Semi-professional welding semiautomatic devices.
They represent the middle category of welding equipment with a current strength of 180-250 A. Their power varies from 6-8 kW. PV from 35 to 50% allows you to use them with small interruptions for the manufacture of doors, containers, and various designs at home. The thickness of the penetration of the metal reaches 10 mm. Devices can have a simple interface or contain already advanced settings for modeling welding voltage.

+ Pros of semi-professional semiautomatic devices
- the opportunity to work 3-5 hours every day;
- increased build quality;
- equipment with cables up to 3 m long;
- improved degree of protection for the body and dashboard;
- long service life;
- finer mode settings.
- Cons semi-automatic semiautomatic devices
- higher cost;
- weight 10-20 kg, complicating transportation;
- expensive repairs and components.
Professional welding semiautomatic devices.
These are devices in a large case, which are installed permanently or on a cart with rollers. A gas cylinder is also fixed there, which facilitates transportation. Models produce up to 300-500 A, which allows you to cook metals with a thickness of 20 mm or more, but this requires a three-phase input of 380 V. They are selected for production with constant employment due to PV from 60%.

+ Pros of professional semiautomatic devices
- high power 11-25 kW;
- easy ignition of the arc due to idling 80-90 V;
- You can cook for 7-10 hours every day;
- many welding current adjustment functions for better weld quality;
- universal, as they allow the installation of wire of various diameters and materials;
- equipped with long cables.
- Cons of professional semiautomatic devices
- heavy weight, affecting the convenience of transportation;
- high initial cost and prices for repairs;
limited connectivity (only where there is 380 V).
Determined with a welding semiautomatic device depending on the power source
In addition to the categories of welding equipment, it is also divided by type of power source, which has a direct impact on the quality of the seam and the applicability. Three types of power supply are available for selection.
Transformers
Due to the large sizes of the coils (primary and secondary), the dimensions of the semiautomatic body are large. This affects the mass of the device. But for maintenance, such models are the most unpretentious. They are also inexpensive to repair.Since such devices have a minimum of parts, they break down less frequently and operation is allowed in the most severe conditions (cold, heat, frequent transportation, dust).
Welding takes place on alternating current, therefore, the seams are pronounced scaly, there may be inflows. There is a high proportion of metal spatter. Current adjustment is stepped, coarse. Such devices are suitable for low-carbon steels or aluminum (provided that the appropriate wire is installed).
Rectifiers
This equipment is similar in design, but in addition to the transformer, there is also a diode bridge inside which rectifies an alternating low voltage. DC welding opens up the possibility of joining stainless steels, cast iron or better welds on ordinary “black” metal.
Their arc burns more stably, and the spray is much smaller. But in view of the even greater number of nodes in repair, they are more complicated. And the mass of semiautomatic devices is greater, which complicates the transportation.
Invertor.
The most modern sources of welding current, increasing its frequency by tens of times, and then converting to constant. Such a scheme gives compact equipment dimensions, low voltage consumption from the network, and wide possibilities for welding materials (stainless steel, cast iron, carbon metals, aluminum). The seam of them lies flat, almost no spray. You can adjust the voltage smoothly, and this reduces burns.
Due to the large number of electronics and internal parts, such equipment requires more careful handling, sensitive to cold and dust. It is the most expensive to repair. If voltage surges occur in the network, then this affects the quality of welding.
Wire feed selection
The choice of a semiautomatic welding machine is related to how far from the outlet it will be necessary to weld and how large the structures to be manufactured. This is affected not only by the length of the power cord, but also by the sleeve of the burner. The type of wire feed mechanism often depends on the latter.
There are three wire feed options:
1. Pushing - has rollers in the apparatus body, pushing the wire into the cable channel. Typically, the length of the sleeve does not exceed 5 m, as the wire may get stuck in bends, which interrupts welding.

2. Pulling - implies the presence of a pulling mechanism in the burner itself. This allows the use of longer sleeves, but makes the burner heavier, which is inconvenient for high-altitude work or facial seams.

3. Combined - have both of the above types. The length of the cable channel can reach 10 m, which is convenient for quickly changing the workplace on large structures (roof trusses, a long greenhouse).
In addition, the pushing wire feed mechanism can be in one housing with a power source or in a separate one. The first version gives more compact dimensions of the equipment, but if the sleeve length is not enough, you will have to move the entire installation. In view of this, the built-in type of feed mechanism is convenient only for a stationary welding place in the garage, where work with small parts (container, barbecue, wicket) takes place.

A push mechanism in a housing with a power source.
For greater maneuverability (welding of the fence, greenhouse, pipes), it is better to choose a semiautomatic device with a separate housing of the power source and feed mechanism. Such a scheme permits the use of equipment in a stationary way, placing the parts on top of each other, and if necessary, take a coil with a wire and a drive (weight up to 6 kg) and bring it closer to the place of welding. The cases are interconnected by a live cable. Gas is connected directly to the second burner unit. There is a carry handle on the case.

The push mechanism is separate from the power supply housing.
The right shielding gas
To successfully cook semiautomatically, it is necessary to choose not only a good apparatus, but also a protective gas. This welding method is called MIG / MAG because it involves the use of inert or active mixtures.The substance is supplied from a cylinder with a reducer through hoses to the device. When the burner button is pressed, the valve opens the channel and gas from the nozzle exits. Blowing the weld pool isolates it from the effects on the liquid metal of the surrounding air.
For semi-automatic machines, there are several types of gas that are selected depending on production tasks:
- Carbonic. The cheapest. It can be in cylinders of various capacities. But low cost affects the quality of the seam - it is obtained with rough scales, metal splashes fly very strongly during welding, crackling is heard. This type of gas is suitable for thin plates 0.8-1.2 mm and non-responsive joints. Suitable for welding ferrous metals.
- A mixture of argon and carbon dioxide. Such formulations produce in a ratio of 80% / 20% (argon / carbon dioxide) and are called MIX. They cost more, but provide a soft arc, a minimum of metal spray, a smooth finely scaly seam. The compound requires almost no processing. This option is chosen for welding carbon steel and stainless steel.
- Pure argon. The most expensive type of gas for a semiautomatic device. Suitable for alloy steels, aluminum, titanium and copper (provided that a wire similar to these materials is installed).
The semiautomatic device can work without gas. For this, a special flux-cored wire is purchased, which has a tubular shape. A flux is laid inside it, melting under the action of an arc and protecting the weld pool with its vapor. After welding, plaque and crust removal from the weld surface is required. Although this technology greatly simplifies welding in hard-to-reach places, the cost of such a wire is so high that it is not profitable for living conditions (it is cheaper to buy a cylinder and a gearbox).

Important parameters when choosing a welding semiautomatic device
Having learned the types of devices and the possibilities of working with gases, we will move on to key parameters. To understand what kind of welding semiautomatic device it is better to buy for a garage or a home workshop, it is worth understanding four characteristics that affect welding capabilities.
Wire Diameter and Welding Current
Choosing a welding semiautomatic device, you need to start from the thickness of the metal being welded. For auto body parts or repair of electrical equipment housings, a small current strength and a small wire diameter are needed to avoid burn-throughs. If you choose a low-power apparatus, it will not melt the sides, but only lay the molten metal on top, which will not have a holding force. With a powerful semiautomatic device, but a small wire diameter, the latter will melt before it reaches the connected parts.
Here is an example table for selecting a welding mode by a semiautomatic device:
| Metal thickness mm | Wire diameter, mm | Current strength, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Therefore, if welding of containers and sheet steel with a thickness of up to 2 mm is a priority, then the simplest model with a current strength of 150 A and a coil with a wire with a diameter of 0.8 mm is sufficient. But to brew the channel with such a semiautomatic device is no longer possible. If in the future it is necessary to cook metals of various thicknesses, then it is better to choose a model with a large range and the ability to install wire of different diameters.
In addition to amperes, no-load voltage is also important, which is maintained on live parts during the absence of an arc. This indicator is in the range of 30-90 V. The higher the value, the easier the arc is excited when the wire comes into contact with the mass. If you often have to work in a garage with rusty parts, then you should choose a semiautomatic device with an idle speed of 80-90 V. If welding is carried out only on cleaned surfaces or new metal, then a model with characteristics of 30-50 V. is enough.
Mains voltage
When choosing a semiautomatic device, it is also important to take into account the network parameters. Household models for 220 V can be connected to a powerful carry and cook in the courtyard or garage. But they are limited by a current limit of 250 A. To conduct welding at a higher current, a three-phase input will be required.If in the garage there is such an opportunity for connection, then it is worth ordering a semiautomatic device for 380 V, which will expand its capabilities. The combined type, capable of switching and working from both 220 and 380 V, is justified only in the case of field activities, when it is often necessary to change the workplace, and future network parameters are unknown.
But for a private house and cottage, it is also worth considering the ability to cook under reduced voltage. When the current drops from 220 to 190 V and below, some devices simply do not “pull”, the arc barely burns, and the metal in the weld pool instead of liquid is similar to plasticine. Then you need to pay attention to models with an input voltage range of 140-230 or 170-230 V.
Power consumption
Power consumption affects performance and network load. For domestic needs, it is better to choose semi-automatic machines with a capacity of 3-4 kW. This will help not to burn the outlet from overheating, the machine will not knock out, and the indicator is enough to boil sheet metal or a corner up to 3 mm thick.
If the garage provides for a small production of doors and gates, then you need a more powerful machine and wiring. Then you can choose a 5-6 kW unit, expanding welding capabilities. For private workshops use equipment from 7 kW.
Given the power indicator, it is worth remembering that its operating value is slightly lower than consumed. Initially, you need to provide a margin of 20%, but if the house has frequent network drawdowns, then this margin should be even greater.
What design features are important
In addition to the current parameters, you still need to know the types of designs of individual equipment elements that affect the usability and cost of the goods. Let's consider how to choose a welding semiautomatic device taking into account the characteristics of the torch, cable channel, interface and additional functions.
Type and length of a welding torch for a semiautomatic device
A welding torch for a semiautomatic device happens several types. All of them have a common design with a handle, a start key and a gander. At the end of the latter there is a mouthpiece through which the wire and gas exit, as well as a nozzle for forming the direction of supply of the protective substance.

The diameter of the mouthpiece and nozzle varies depending on the welding conditions. The size of the gander can be slightly shorter or longer, which is chosen based on convenience (usually small parts are easier to weld with a small torch, and manipulations on large metal structures are practical with an extended gander).
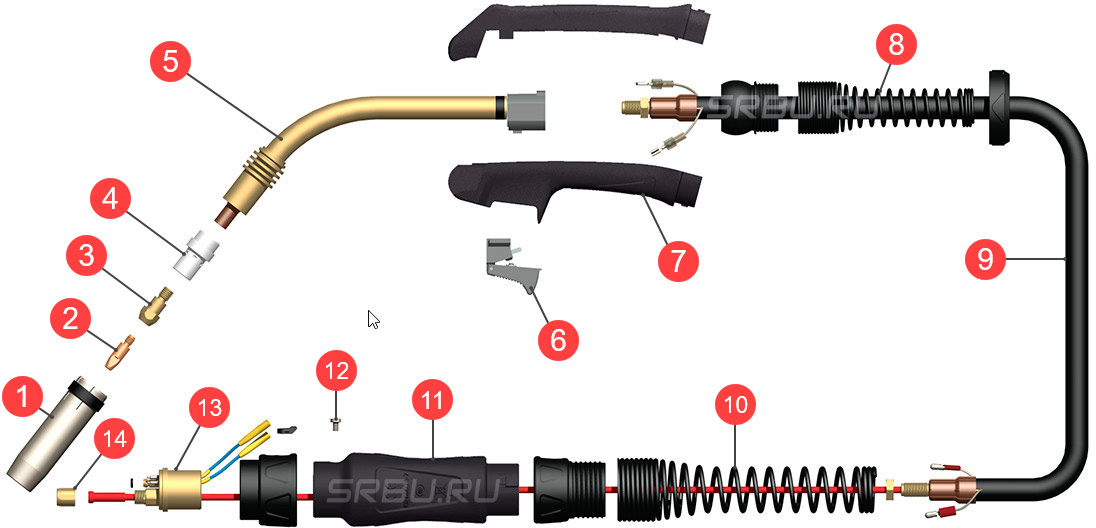
1. The nozzle is conical.
2. Current tip.
3. Tip holder.
4. Gas distributor.
5. Mouthpiece.
6. Button.
7. Lever.
8. Connecting spring
9. Coaxial cable.
10. Connecting spring
11. Box for air cooling.
12. Screw.
13. Central collector.
14. Nut.
Features of torches for a semiautomatic device which need to be considered:
1. Maximum welding current limit. It is indicated in amperes and can range from 150 to 500 A. It is selected based on the capabilities of the device. If the upper indicator of the torch is lower than the maximum current strength of the semiautomatic device, then when welding on it, the torch will quickly overheat or even melt.
2. Torch with a pulling mechanism. The device contains a small block with mechanical parts pulling the wire to the nozzle. This allows you to perform welding far from the power source, but an additional body blocks the welder's visibility and quickly wears your hand, therefore it is justified only for professional use in specific conditions.
3. Liquid cooled. Typically, most burners are designed to naturally evaporate heat from their surface. But there are more productive models whose cable is laid in a sealed hose. Ethyl alcohol with disciplined water circulates through it. The liquid takes away excess heat and transfers it to the tank. For the operation of the system a small pump is provided in the main part of the unit. This burner design is more expensive, but allows you to cook many hours in a row at high currents.

Liquid-cooled burner.
The length of the burner is called the size of the gun along with the sleeve attached to the device. There are torches from 2 to 5 m in length, less often 7-10 m. For a house and a garage, provided that small structures are welded on a table or floor, a length of 2-3 m is sufficient. Then the wire delay will be minimal. In the case of using a semiautomatic device for welding car bodies or greenhouses, it is practical to choose a sleeve of 3-5 m, which ensures the welder's maneuverability.

Is the burner connector important?
The burner is subjected to mechanical and thermal influences more than other elements, so sooner or later it will melt or fail, which will require replacement. It is attached to the housing through a special connector that simultaneously contains mechanical fastening, contacts for the passage of current, a gas channel with a rubber rubber ring. Power for the buttons is supplied separately through another connector exiting the sleeve.
The ease of selection of components in the future depends on the type of connector selected. There is a pin, separate (current-carrying and gas parts are included in different sockets) and a Euro connector.
The most common and easy to replace is the latter, so it is wise to choose it. But if the semiautomatic device is purchased only for periodic home welding (weld once a month), then you can buy a torch with any connector, because its resource will last for many years.

Euro connector for connecting the burner.

Euro burner adapter for euro socket.
Wire feeder
Varieties of wire feed mechanism by type and location have already been considered above, but in addition it is important to consider the number of rollers and the possibility of replacing them when choosing. There are designs with two rollers (clamping and driving), which provides a simple supply of filler material. This is quite enough for welding non-critical structures.

Two-wire wire feed mechanism.
If with the help of a semiautomatic device it is planned to produce critical products where the uniformity of the seam is important, then a mechanism with four rollers on the gear transmission will be useful, characterized by a more stable feed and the absence of jerks (when the drum is jammed). This type of copes better with the turns of the cable channel, creating additional resistance, and pushes the filler material into the nozzle without interference. But such models are more expensive.

Four-wire wire feed.
To push the wire, the rollers are provided with grooves corresponding to the diameter of the additive. With a significant increase or decrease in amperage, the wire, cable channel, and with them the rollers are changed. The latter must be removed from the axes, otherwise welding in other modes will be impossible. This is practical with a wide range of thicknesses of metal structures. If in the future only thin or only thick steel is used, then the apparatus with rollers is selected initially for it and does not need to rearrange the elements.
Inductance adjustment
On some semiautomatic devices, in addition to the regulator of current strength, voltage and wire speed, there is an inductance switch. Inductance reduces the spatter of liquid metal and increases its penetration into the root of the seam. This is achieved by increasing the time of separation of the droplet from the tip of the wire and its smooth transfer to the joined edges. To implement the process, a mixture of argon and carbon dioxide is required.

It is worth paying for this function only if necessary, on a regular basis, to carry out critical joints that require perfect seams with deep penetration. If the plans include welding conventional structures for the yard or repairing machines, then you should not overpay.
Circuit breaker
If during operation the device overheats or a short circuit occurs in the turns of the transformer winding, then the parts may melt and burn. For this, semiautomatic devices are equipped with switches that operate automatically in such situations.This protects the equipment, wiring and people, if it is located on the live part (it stands on a structure connected to ground).
If the welding unit does not have such protection, then its connection requires the additional installation of an external machine and power supply from the network only after it. But for stationary use in a garage or at home, this is not a problem. Models equipped with an internal circuit breaker are justified only in the case of frequent transportation and welding in a new place in unknown conditions.
Digital indication
The equipment may have a drawn scale and a manual switch, the rotation of which gives an approximate idea of the changing value of the welding current and wire feed speed. For the garage and the simple tasks of welding a fence, this is enough.

If you want to make connections of thin metals (car body) or aluminum, it is better to choose a semiautomatic device with digital indication that helps to accurately set the desired values and remember them for the future. Adjustment on it is carried out by turning the wheel or using the “+” and “-” buttons, and the numbers glow on the scoreboard and are clearly visible in poorly lit rooms.


Network cable quality
The mains cable experiences mechanical and thermal stress. They walk on it, drop objects, drop them. From such an operation, the wire will quickly wear out and expose the conductors with voltage. In view of this, it is advisable to choose semi-automatic machines with double cable insulation. But for a stationary place where the wire is neatly laid under the wall and closed (with a box or board), one layer of insulation is enough.
The cross-section of the cable is important to ensure voltage transmission. For a semiautomatic device, this value starts from 10 mm2. The more powerful the welding machine, the thicker the copper cores should be. For 400 A models, network cable thickness can reach 25 mm2.
MMA opportunity
In addition to MIG / MAG welding, some semiautomatic devices have another connector for connecting a conventional holder and welding with a coated electrode. This is useful for cutting metal in hard-to-reach places, where you can not crawl a disc from a grinder. But for this, the apparatus should be able to increase the current strength to 250-300 A. This function is also useful for welding deep in the pipe, where the hand does not crawl and the gander from the torch is missing, but you can reach a long electrode of 40 cm.
The choice of a welding semiautomatic device depending on the intended tasks
Now you can combine the acquired knowledge and group key parameters for choosing a welding semiautomatic device for specific needs.
HUNDRED, car body repair with the subsequent cleaning of seams
A model with a wire of 0.8 mm, a maximum current of 150 A, in a single unit with a two-roller feed mechanism, is suitable. It will require a 220 V mains supply, a burner length of 2-3 m, a carbon dioxide cylinder.

Repair of special equipment, welding of containers, greenhouses, doors, gates, fences
You will need a semiautomatic device with a wire of 1.0-1.2 mm, issuing up to 250 A, but connecting to a 220 V household network. To protect the weld pool, you need a mixture of argon and carbon dioxide. Smoother seams will be obtained with a feed mechanism of four rollers and a cable channel 3 m long.

Welding of frames and other metal structures from channels, corners and profile pipe with a wall thickness of 10 mm and above.
A semiautomatic device with 380 V, having 400 A, will cope with such a task. The inert gas will be MIX, and it is better to choose a wire feeder of a separate type with a torch length of 5 m. This will simplify movement around a large structure. The grooves on the rollers must correspond to a wire diameter of 1.6 mm.

The choice of a semiautomatic device can be done correctly, subject to the above tips. It may be necessary to re-read one or two sections repeatedly to figure out something, but in the end, the purchased welding machine will fully meet the needs.








