Rozsah nákladov na poloautomatické zariadenia na zváranie je 6 000 - 2 000 rubľov. Aby ste pochopili, ktoré zváracie poloautomatické zariadenie je lepšie kúpiť, musíte poznať jeho kľúčové parametre, ich vplyv na pohodlie vykonanej práce a kvalitu švu. Pomôže vám to pri výbere správneho modelu pre konkrétne úlohy a nedať veľa peňazí na nevyužitý potenciál.

obsah:
- Zariadenie a princíp činnosti zváracieho poloautomatického zariadenia
- Ako zvoliť správny typ zváracieho poloautomatu
- Výber posuvu drôtu
- Správny ochranný plyn
- Dôležité parametre pri výbere zváracieho poloautomatického zariadenia
- Aké konštrukčné prvky sú dôležité
- Výber zváracieho poloautomatického zariadenia v závislosti od zamýšľaných úloh
Zariadenie a princíp činnosti zváracieho poloautomatického zariadenia
Poloautomatické zváracie stroje sú vďaka svojej vysokej produktivite lepšie ako ostatné zváracie stroje. Na rozdiel od iných zariadení majú poloautomatické zariadenia integrovanú jednotku na podávanie drôtu, ktorá slúži ako výplňový materiál a súčasne ako jeden z kontaktov na zapálenie oblúka.
Z tohto dôvodu je možné vytvoriť spojité švy 2-4 m dlhé v rôznych priestorových polohách. To je tiež výhodné na manipuláciu s horákom s cieľom vytvoriť šev, pretože neexistuje žiadna horiaca elektróda, ktorej dĺžka sa musí neustále kompenzovať priblížením jeho čelnej strany bližšie k zvarovej nádrži.
Poloautomatické zariadenie obsahuje tieto časti a zostavy:

1. Reduktor.
2. Fľaša s inertným plynom.
3. Navíjač drôtu výplne
4. Mechanizmus dania.
5. Horák s kontaktnými prvkami a ovládacím kľúčom.
6. Prístrojová doska.
7. Zdroj energie
8. Puzdro horáka s káblovým kanálom, silové káble, vnútorná plynová hadica.
9. Uzemňovací kábel so svorkou.
Vzhľad a usporiadanie prvkov zváracieho poloautomatického zariadenia sa líši v závislosti od triedy zariadenia.
Princíp činnosti zváracieho poloautomatického zariadenia je získať zo siete napätie 220 alebo 380 V a znížiť napätie na 30 až 90 V. Súčasný zdroj prúdu zvyšuje počet ampérov na 120 až 500 A, čo uľahčuje tavenie oblúkovej ocele, liatiny, hliníka a nehrdzavejúcej ocele. Na rozdiel od taviacich elektród táto metóda nezanecháva trosku na povrchu spoja. Ak je spojenie správne, potom nie je potrebné ďalšie obrábanie, produkt sa po ochladení môže natrieť.
Na uskutočnenie tohto procesu sú zapojené elektrické, mechanické a plynové časti zariadenia. Zvárač drží horák s náustkom a dýzou. V ňom mechanika s elektrickým motorom privádza zvárací drôt. Jeho rýchlosť sa nastavuje v závislosti od priemeru prísady, prúdovej sily a požadovanej hrúbky švu. Cez drôty k náustku horáka sa privádza napätie a vedie k drôtu.
Druhý kontakt je s produktom spojený pomocou hromadného kábla so svorkou. Keď zváračka stlačí tlačidlo horáka, drôt sa rozprestiera dopredu, dotýka sa povrchu zváranej časti a excituje elektrický oblúk, čím roztaví samotný drôt a okraje škáry. Na vytvorenie spoja musí byť horák riadený hladko alebo oscilačnými pohybmi.
Plynná časť chráni roztavený kov zvarenej nádrže pred interakciou s okolitým vzduchom. Po stlačení tlačidla na horáku plynový ventil automaticky uvoľní inertnú látku. Dýza horáka má rúrkový tvar, ktorý poskytuje rovnomerné krytie zváracej zóny. Inak by uhlík unikol z roztaveného kovu a šev by bol porézny a netesný.
Viac informácií o zásadách práce s poloautomatickými zváracími strojmi sa dozviete z videa:
Ako zvoliť správny typ zváracieho poloautomatu
Pri rozhodovaní o tom, ktorý poloautomatický zvárací stroj sa rozhodnete vykonávať prácu doma alebo pre malú dielňu v osobnej garáži, musíte vziať do úvahy typy zariadení. Je rozdelený do troch skupín na určený účel a môže obsahovať aj jeden z niekoľkých súčasných zdrojov, čo má vplyv na jednoduchú údržbu a ľahké používanie.
Domáce, poloprofesionálne a profesionálne modely
Zváracie poloautomatické prístroje pre domácnosť.
Majú malú hmotnosť až 10 kg, prúdovú pevnosť 120 - 160 A, výkon 3 - 5 kW. Spravidla sa jedná o jednoduché zariadenia s minimálnym nastavením, ktoré sú pripojené k sieti 220 V. Vďaka nízkej prúdovej pevnosti dokážu zvárať nehustý kov s prierezom do 3-5 mm. Dĺžka ich zaradenia nepresahuje 30%, čo im umožňuje pracovať 3 minúty z desiatich. Zvyšok času bude potrebný na ochladenie kľúčových komponentov, inak to povedie k prehriatiu. Jednotka je vybraná pre malé úlohy: výroba brány, oprava plotu, vytvorenie skleníka pre osobné potreby.


+ Plusy domácich poloautomatických zariadení
- primeraná cena;
- pre nováčika je ľahké porozumieť funkciám (nastavenie sily prúdu a rýchlosti posuvu drôtu);
- kompaktnosť;
- jednoduché opravy a lacné diely;
- ľahká preprava;
- vyžadujú minimálnu údržbu.

- Nevýhody domácich poloautomatických zariadení
- nízky výkon, ktorý obmedzuje hrúbku zváraných strán;
- krátky drôt a kábel;
- zlé vybavenie;
- schopnosť variť iba pomocou tenkého drôtu;
- nízke PV 30% (trvanie inklúzie).
Poloprofesionálne zváracie poloautomaty.
Predstavujú strednú kategóriu zváracích zariadení so silou prúdu 180 - 250 A. Ich výkon sa pohybuje od 6 do 8 kW. PV od 35 do 50% vám ich umožňuje používať s malými prerušeniami na výrobu dverí, kontajnerov a rôznych vzorov doma. Hrúbka penetrácie kovu dosahuje 10 mm. Zariadenia môžu mať jednoduché rozhranie alebo môžu obsahovať už pokročilé nastavenia na modelovanie zváracieho napätia.

+ Výhody poloprofesionálnych poloautomatických zariadení
- možnosť pracovať 3-5 hodín každý deň;
- zvýšená kvalita zostavenia;
- zariadenie s káblami do 3 m dlhé;
- zvýšený stupeň ochrany tela a prístrojovej dosky;
- dlhá životnosť;
- jemnejšie nastavenie režimu.
- Nevýhody poloautomatické poloautomatické zariadenia
- vyššie náklady;
- hmotnosť 10 - 20 kg, čo komplikuje prepravu;
- drahé opravy a komponenty.
Profesionálne zváracie poloautomaty.
Jedná sa o zariadenia vo veľkom prípade, ktoré sú inštalované natrvalo alebo na vozíku s valčekmi. Je tu tiež pripevnená plynová fľaša, ktorá uľahčuje prepravu. Modely vyrábajú až 300 - 500 A, čo vám umožňuje variť kovy s hrúbkou 20 mm alebo viac, vyžaduje si to však trojfázový vstup 380 V. Vyberajú sa pre výrobu s konštantnou zamestnanosťou vďaka PV zo 60%.

+ Výhody profesionálnych poloautomatických zariadení
- vysoký výkon 11 - 25 kW;
- ľahké zapálenie oblúka voľnobežným napätím 80 - 90 V;
- Môžete variť 7-10 hodín každý deň;
- mnoho funkcií nastavenia zváracieho prúdu pre lepšiu kvalitu zvaru;
- univerzálne, pretože umožňujú inštaláciu drôtov rôznych priemerov a materiálov;
- vybavené dlhými káblami.
- Nevýhody profesionálnych poloautomatických zariadení
- ťažká váha ovplyvňujúca pohodlie pri preprave;
- vysoké počiatočné náklady a ceny za opravy;
obmedzené pripojenie (iba pri 380 V).
Určené zváracím poloautomatickým zariadením v závislosti od zdroja energie
Okrem kategórií zváracích zariadení sa delí aj podľa typu zdroja energie, ktorý má priamy vplyv na kvalitu švu a použiteľnosť. Na výber sú tri typy napájania.
Transformátory.
V dôsledku veľkých rozmerov cievok (primárnych a sekundárnych) sú rozmery poloautomatického tela veľké. Toto ovplyvňuje hmotnosť zariadenia. Z hľadiska údržby sú však tieto modely najnáročnejšie. Sú tiež lacné na opravu.Pretože také zariadenia majú minimum častí, rozpadajú sa menej často a prevádzka je povolená za najťažších podmienok (chlad, teplo, častá preprava, prach).
Zváranie prebieha na striedavom prúde, preto sú švy výrazné, môžu tu byť prítoky. Existuje vysoký podiel kovových rozstrekov. Aktuálne nastavenie je stupňovité. Takéto zariadenia sú vhodné pre nízkouhlíkové ocele alebo hliník (za predpokladu, že je nainštalovaný vhodný drôt).
Usmerňovače.
Toto zariadenie je svojím dizajnom podobné, ale okrem transformátora je vo vnútri tiež diódový mostík, ktorý usmerňuje striedavé nízke napätie. Zváranie jednosmerným prúdom otvára možnosť spájania nehrdzavejúcej ocele, liatiny alebo lepších zvarov na obyčajný „čierny“ kov.
Ich oblúk horí stabilnejšie a sprej je omnoho menší. Ale vzhľadom na ešte väčší počet opravených uzlov sú komplikovanejšie. A hmotnosť poloautomatických zariadení je väčšia, čo komplikuje prepravu.
Striedač.
Najmodernejšie zdroje zváracieho prúdu, zvyšujúce jeho frekvenciu desiatky krát a potom prevádzané na konštantnú. Takáto schéma poskytuje kompaktné rozmery zariadenia, nízku spotrebu napätia zo siete a široké možnosti pre zváracie materiály (nehrdzavejúca oceľ, liatina, uhlíkové kovy, hliník). Šev z nich je plochý, takmer žiadny sprej. Napätie môžete plynulo nastavovať, čím sa znižuje popálenie.
Z dôvodu veľkého počtu elektroniky a vnútorných častí si takéto zariadenie vyžaduje opatrnejšie zaobchádzanie, citlivé na chlad a prach. Oprava je najdrahšia. Ak v sieti dôjde k prepätiu, ovplyvní to kvalitu zvárania.
Výber posuvu drôtu
Výber poloautomatického zváracieho stroja súvisí s tým, ako ďaleko od výstupu bude potrebné zvárať a ako veľké sú vyrábané konštrukcie. Toto je ovplyvnené nielen dĺžkou napájacieho kábla, ale aj objímkou horáka. Typ mechanizmu podávania drôtu často závisí od druhého.
K dispozícii sú tri možnosti podávania drôtu:
1. tlačiť - má valce v tele prístroja, ktoré tlačia drôt do káblového kanála. Dĺžka objímky obvykle nepresahuje 5 m, pretože drôt sa môže zachytiť v ohyboch, čo preruší zváranie.

2. ťahanie - znamená prítomnosť ťažného mechanizmu v samotnom horáku. To umožňuje použitie dlhších rukávov, ale horák je ťažší, čo je nevhodné pre prácu vo výškach alebo pre tvárové švy.

3. kombinovaný - majú obidva vyššie uvedené typy. Dĺžka káblového kanála môže dosiahnuť 10 m, čo je výhodné pre rýchlu zmenu pracoviska na veľkých štruktúrach (strešné nosníky, dlhý skleník).
Mechanizmus posuvu drôtu môže byť navyše v jednom kryte so zdrojom energie alebo v samostatnom kryte. Prvá verzia poskytuje kompaktnejšie rozmery zariadenia, ale ak dĺžka rukávu nestačí, budete musieť presunúť celú inštaláciu. Z tohto dôvodu je vstavaný typ podávacieho mechanizmu vhodný iba pre stacionárne zváracie miesto v garáži, kde sa pracuje s malými časťami (kontajner, gril, bránka).

Tlačný mechanizmus v kryte so zdrojom energie.
Pre väčšiu ovládateľnosť (zváranie plotu, skleníka, potrubí) je lepšie zvoliť poloautomatické zariadenie so samostatným krytom zdroja energie a podávacieho mechanizmu. Takáto schéma umožňuje použitie zariadenia stacionárnym spôsobom, umiestňovanie častí na seba, a ak je to potrebné, zoberie sa cievka s drôtom a pohonom (hmotnosť do 6 kg) a privedie sa bližšie k miestu zvárania. Skrinky sú prepojené živým káblom. Plyn je spojený priamo s druhou horákovou jednotkou. Na puzdre je rukoväť na prenášanie.

Tlačný mechanizmus je oddelený od krytu napájacieho zdroja.
Správny ochranný plyn
Na úspešné varenie poloautomaticky je potrebné zvoliť nielen dobrý prístroj, ale aj ochranný plyn. Táto metóda zvárania sa nazýva MIG / MAG, pretože zahŕňa použitie inertných alebo aktívnych zmesí.Látka sa dodáva do zariadenia z valca s reduktorom cez hadice. Po stlačení tlačidla horáka ventil otvorí kanál a plyn z trysky vystupuje. Vyfukovanie zvarového bazénu ho izoluje od účinkov na tekutý kov okolitého vzduchu.
V prípade poloautomatických strojov existuje niekoľko druhov plynu, ktoré sa vyberajú v závislosti od výrobných úloh:
- Oxid uhličitý. Najlacnejšie. Môže byť vo valcoch rôznych objemov. Nízka cena má však vplyv na kvalitu spoja - získava sa pri hrubých šupinách, striekanie kovu počas zvárania veľmi silno letí, počuť praskanie. Tento druh plynu je vhodný pre tenké dosky 0,8 - 1,2 mm a pre nereagujúce spoje. Vhodný na zváranie železných kovov.
- Zmes argónu a oxidu uhličitého. Takéto formulácie produkujú v pomere 80% / 20% (argón / oxid uhličitý) a nazývajú sa MIX. Sú drahšie, ale poskytujú mäkký oblúk, minimum kovového spreja, jemne jemne šupinatý šev. Zlúčenina nevyžaduje takmer žiadne spracovanie. Táto možnosť je vybraná pre zváranie uhlíkovej ocele a nehrdzavejúcej ocele.
- Čistý argón. Najdrahší druh plynu pre poloautomatické zariadenie. Vhodné pre legované ocele, hliník, titán a meď (za predpokladu, že je nainštalovaný drôt podobný týmto materiálom).
Poloautomatické zariadenie môže pracovať bez plynu. Za týmto účelom sa kupuje špeciálny drôt s tavivom, ktorý má rúrkovitý tvar. Uvádza sa do nej tavidlo, ktoré sa taví pôsobením oblúka a chráni zvarový bazén svojou parou. Po zváraní je potrebné odstrániť plak a kôru z povrchu zvaru. Aj keď táto technológia značne zjednodušuje zváranie na ťažko dostupných miestach, náklady na takýto drôt sú také vysoké, že nie sú rentabilné pre životné podmienky (lacnejšie je kúpiť valec a prevodovku).

Dôležité parametre pri výbere zváracieho poloautomatického zariadenia
Po naučení typov zariadení a možností práce s plynmi prejdeme ku kľúčovým parametrom. Aby sme pochopili, aký druh zváracieho poloautomatického zariadenia je lepšie kúpiť v garáži alebo domácej dielni, stojí za pochopenie štyri charakteristiky, ktoré ovplyvňujú zváracie schopnosti.
Priemer drôtu a zvárací prúd
Pri výbere zváracieho poloautomatického zariadenia musíte začať od hrúbky zváraného kovu. V prípade častí karosérie automobilov alebo opravy skriniek elektrických zariadení je potrebná malá prúdová sila a malý priemer drôtu, aby sa zabránilo prehoreniu. Ak zvolíte nízkoenergetický prístroj, nebude roztaviť jeho strany, ale iba položí roztavený kov na vrch, ktorý nebude mať prídržnú silu. Vďaka výkonnému poloautomatickému zariadeniu, ale malému priemeru drôtu, sa tento drôt roztaví skôr, ako sa dostane k pripojeným častiam.
Nasleduje tabuľka príkladov na výber režimu zvárania poloautomatickým zariadením:
| Hrúbka kovu mm | Priemer drôtu, mm | Prúdová sila, A |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 - 30 |
| 1.2-2.0 | 0.8 | 45 - 100 |
| 2.5-4.0 | 1.0-1.2 | 120 - 200 |
| 5.0-8.0 | 1.6 | 150 - 350 |
| 9.0-20.0 | 1.6 | 300 - 500 |
Preto, ak je prioritou zváranie nádob a oceľového plechu s hrúbkou do 2 mm, postačí najjednoduchší model s prúdovou pevnosťou 150 A a cievkou s drôtom s priemerom 0,8 mm. Ale variť kanál s takým poloautomatickým zariadením už nie je možné. Ak je v budúcnosti potrebné variť kovy rôznych hrúbok, potom je lepšie zvoliť model s veľkým rozsahom a možnosťou inštalovať drôt rôznych priemerov.
Okrem ampérov je dôležité aj napätie bez záťaže, ktoré sa udržiava na živých častiach aj v neprítomnosti oblúka. Tento indikátor je v rozsahu 30 - 90 V. Čím vyššia je táto hodnota, tým ľahšie je excitovaný oblúk, keď drôt príde do kontaktu s hmotou. Ak často pracujete v garáži s hrdzavými časťami, mali by ste zvoliť poloautomatické zariadenie s voľnobežnou rýchlosťou 80 - 90 V. Ak sa zváranie vykonáva iba na vyčistených povrchoch alebo na novom kove, stačí model s charakteristikami 30 - 50 V.
Sieťové napätie
Pri výbere poloautomatického zariadenia je tiež dôležité zohľadniť parametre siete. Modely pre domácnosť s napätím 220 V je možné pripojiť k silnému výkonu a variť na dvore alebo v garáži. Sú však obmedzené prúdovým limitom 250 A. Na zváranie pri vyššom prúde je potrebný trojfázový vstup.Ak je v garáži taká možnosť pripojenia, potom sa oplatí objednať si poloautomatické zariadenie na 380 V, ktoré rozšíri jeho možnosti. Kombinovaný typ schopný prepínania a práce od 220 do 380 V je oprávnený iba v prípade poľných aktivít, keď je často potrebné zmeniť pracovisko a budúce parametre siete nie sú známe.
Ale pre súkromný dom a chalupu stojí za zváženie aj schopnosť variť pri zníženom napätí. Keď prúd klesne z 220 na 190 V a nižšie, niektoré zariadenia jednoducho „netiahnu“, oblúk sotva horí a kov v zváranom bazéne namiesto kvapaliny je podobný plastelíne. Potom musíte venovať pozornosť modelom so vstupným napätím v rozsahu 140-230 alebo 170-230 V.
Spotreba energie
Spotreba energie ovplyvňuje výkon a zaťaženie siete. Pre domáce potreby je lepšie zvoliť poloautomatické stroje s kapacitou 3-4 kW. Pomôže to nespáliť výstup z prehriatia, stroj sa nevyrazí a indikátor je dostatočný na varenie plechu alebo rohu do hrúbky 3 mm.
Ak garáž zabezpečuje malú výrobu dverí a brán, potom potrebujete výkonnejší stroj a zapojenie. Potom si môžete vybrať jednotku s výkonom 5 až 6 kW, ktorá rozšíri možnosti zvárania. Pre súkromné dielne používajte vybavenie od 7 kW.
Vzhľadom na indikátor napájania je potrebné pripomenúť, že jeho prevádzková hodnota je o niečo nižšia ako spotreba. Spočiatku musíte poskytnúť rezervu vo výške 20%, ale ak má dom časté výpadky siete, táto marža by mala byť ešte vyššia.
Aké konštrukčné prvky sú dôležité
Okrem súčasných parametrov musíte stále poznať typy vzorov jednotlivých prvkov zariadenia, ktoré ovplyvňujú použiteľnosť a náklady na tovar. Pozrime sa, ako zvoliť zvárací poloautomatický prístroj s ohľadom na vlastnosti horáka, káblového kanála, rozhrania a ďalších funkcií.
Typ a dĺžka zváracieho horáka pre poloautomatické zariadenie
Zvárací horák pre poloautomatické zariadenie sa vyskytuje niekoľko typov. Všetky majú spoločný dizajn s rukoväťou, štartovacím kľúčom a ganderom. Na jeho konci je náustok, ktorým prechádza drôt a plyn, ako aj dýza na vytváranie smeru privádzania ochrannej látky.

Priemer náustku a dýzy sa mení v závislosti od podmienok zvárania. Veľkosť posúvača môže byť mierne kratšia alebo dlhšia, čo sa volí na základe pohodlia (obvykle malé časti sa dajú ľahšie zvárať pomocou malej horáka a manipulácia na veľkých kovových konštrukciách je praktická s predĺženým posúvačom).
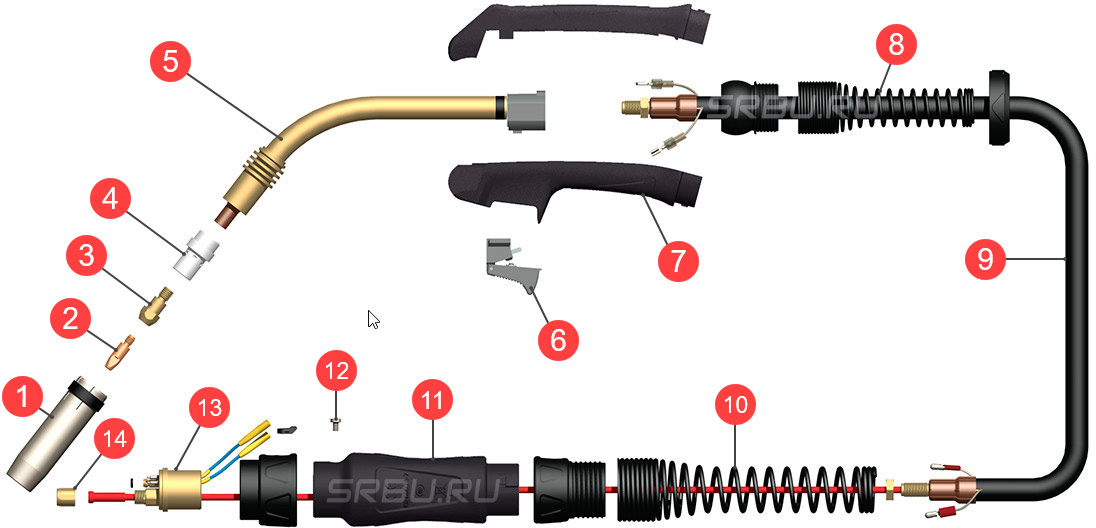
1. Dýza je kónická.
2. Aktuálny tip.
3. Držiak hrotu.
4. Distribútor plynu.
5. Náustok.
6. Tlačidlo.
7. Rukoväť.
8. Spojovacia pružina
9. Koaxiálny kábel.
10. Spojovacia pružina
11. Skrinka na chladenie vzduchom.
12. Skrutka.
13. Centrálny zberač.
14. Oriešok.
Funkcie horákov pre poloautomatické zariadenie, ktoré je potrebné zohľadniť:
1. Maximálny limit zváracieho prúdu. Je indikovaná v ampéroch a môže byť v rozsahu od 150 do 500 A. Je vybraná na základe schopností zariadenia. Ak je horný indikátor horáka nižší ako maximálna prúdová sila poloautomatického zariadenia, horák sa pri zváraní rýchlo prehrieva alebo dokonca topí.
2. Horák s ťažným mechanizmom. Zariadenie obsahuje malý blok s mechanickými časťami ťahajúcimi drôt k dýze. To vám umožňuje vykonávať zváranie ďaleko od zdroja energie, ale ďalšie telo blokuje viditeľnosť zvárača a rýchlo nosí ruku, a preto je opodstatnené iba pre profesionálne použitie v konkrétnych podmienkach.
3. Kvapalina chladená. Väčšina horákov je zvyčajne navrhnutá tak, aby prirodzene odparovala teplo z ich povrchu. Existujú však produktívnejšie modely, ktorých kábel je uložený v utesnenej hadici. Cez to cirkuluje etylalkohol s disciplinovanou vodou. Kvapalina odoberá prebytočné teplo a prenáša ho do nádrže. Na prevádzku systému je v hlavnej časti jednotky umiestnené malé čerpadlo. Tento dizajn horáka je drahší, ale umožňuje vám variť veľa hodín za sebou pri vysokých prúdoch.

Kvapalinou chladený horák.
Dĺžka horáka sa nazýva veľkosť pištole spolu s objímkou pripojenou k zariadeniu. Existujú pochodne s dĺžkou od 2 do 5 m, menej často od 7 do 10 m. Pre dom a garáž, za predpokladu, že malé konštrukcie sú zvarené na stole alebo podlahe, postačuje dĺžka 2 - 3 m. V prípade použitia poloautomatického zariadenia na zváranie karosérií automobilov alebo skleníkov je praktické zvoliť objímku 3 - 5 m, ktorá zaisťuje manévrovateľnosť zvárača.

Je konektor horáka dôležitý?
Horák je vystavený mechanickým a tepelným vplyvom viac ako iné prvky, takže sa skôr či neskôr roztaví alebo zlyhá, čo si vyžaduje výmenu. Pripája sa k puzdru pomocou špeciálneho konektora, ktorý súčasne obsahuje mechanické upevnenie, kontakty na priechod prúdu, plynový kanál s gumovým gumovým krúžkom. Napájanie tlačidiel sa dodáva osobitne prostredníctvom iného konektora opúšťajúceho objímku.
Ľahkosť výberu komponentov v budúcnosti závisí od typu vybraného konektora. K dispozícii je kolík, oddelené (časti prenášajúce prúd a plyn sú súčasťou rôznych zásuviek) a konektor Euro.
Najbežnejšia a ľahká výmena je tá druhá, preto je rozumné zvoliť si ju. Ak sa však poloautomatické zariadenie nakupuje iba na pravidelné domáce zváranie (zvaruje sa raz mesačne), môžete si kúpiť horák s akýmkoľvek konektorom, pretože jeho zdroj bude trvať mnoho rokov.

Eurokonektor na pripojenie horáka.

Adaptér Euro horáka pre euro zásuvku.
Podávač drôtu
O rôznych mechanizmoch podávania drôtu podľa typu a umiestnenia sa už uvažovalo vyššie, ale okrem toho je dôležité pri výbere zvážiť počet valcov a možnosť ich výmeny. Existujú prevedenia s dvoma valčekmi (upínacie a hnacie), ktoré zaisťujú jednoduchú dodávku plniva. To je dosť na zváranie nekritických štruktúr.

Dvojvodičový mechanizmus podávania drôtu.
Ak sa pomocou poloautomatického zariadenia plánuje výroba kritických výrobkov, v ktorých je dôležitá rovnomernosť švíka, bude užitočný mechanizmus so štyrmi valcami na prevode, ktorý sa vyznačuje stabilnejším podávaním a neprítomnosťou trhnutia (keď sa bubon zasekne). Tento typ sa lepšie vyrovná so zákrutami káblového kanála, čím sa vytvorí ďalší odpor a tlačí výplňový materiál do dýzy bez rušenia. Takéto modely sú však drahšie.

Podávanie štvorvodičovým drôtom.
Na tlačenie drôtu sú valčeky vybavené drážkami zodpovedajúcimi priemeru prísady. Pri výraznom zvýšení alebo znížení prúdu sa mení drôt, káblový kanál a spolu s nimi sa menia valčeky. Tieto musia byť odstránené z osí, inak nebude možné zváranie v iných režimoch. Je to praktické pri širokom rozsahu hrúbok kovových štruktúr. Ak sa v budúcnosti použije iba tenká alebo iba hrubá oceľ, potom sa pre ňu vyberie najskôr zariadenie s valčekmi a nemusí sa meniť usporiadanie prvkov.
Úprava indukčnosti
Na niektorých poloautomatických zariadeniach existuje okrem regulátora sily prúdu, napätia a rýchlosti drôtu indukčný spínač. Indukčnosť znižuje rozstrek tekutého kovu a zvyšuje jeho prienik do koreňa švu. Toto sa dosiahne zvýšením času oddelenia kvapôčky od špičky drôtu a jeho hladkým prenosom na spojené hrany. Na uskutočnenie tohto postupu je potrebná zmes argónu a oxidu uhličitého.

Za túto funkciu sa oplatí, iba ak je to potrebné, pravidelne vykonávať kritické spoje, ktoré vyžadujú dokonalé švy s hlbokým prienikom. Ak plány zahŕňajú zváranie konvenčných štruktúr pre lodenice alebo opravárenské stroje, nemali by ste preplatiť.
Istič
Ak sa zariadenie počas prevádzky prehrieva alebo sa vyskytne skrat v zákrutách vinutia transformátora, časti sa môžu topiť a horieť. Poloautomatické zariadenia sú preto vybavené spínačmi, ktoré v takýchto situáciách pracujú automaticky.Chráni zariadenie, elektrické vedenie a osoby, ak je umiestnené na živej časti (stojí na konštrukcii pripojenej k zemi).
Ak zváracia jednotka takúto ochranu nemá, jej pripojenie si vyžaduje dodatočnú inštaláciu externého stroja a napájanie zo siete až potom. Ale pre stacionárne použitie v garáži alebo doma to nie je problém. Modely vybavené vnútorným ističom sú oprávnené iba v prípade častej prepravy a zvárania na novom mieste v neznámych podmienkach.
Digitálna indikácia
Zariadenie môže mať nakreslenú stupnicu a manuálny spínač, ktorého rotácia poskytuje približnú predstavu o meniacej sa hodnote zváracieho prúdu a rýchlosti posuvu drôtu. Pre garáž a jednoduché úlohy zvárania plotov je to dosť.

Ak chcete spojiť tenké kovy (karosériu) alebo hliník, je lepšie zvoliť poloautomatické zariadenie s digitálnou indikáciou, ktoré pomôže presne nastaviť požadované hodnoty a zapamätať si ich do budúcnosti. Nastavovanie sa vykonáva otáčaním kolieska alebo pomocou tlačidiel „+“ a „-“ a čísla svietia na tabuli a sú jasne viditeľné v slabo osvetlených miestnostiach.


Kvalita sieťového kábla
Sieťový kábel je vystavený mechanickému a tepelnému namáhaniu. Kráčajú po ňom, púšťajú predmety, púšťajú ich. Pri takejto operácii sa vodič rýchlo opotrebuje a vodiči sa vystavia napätiu. Z tohto dôvodu je vhodné zvoliť poloautomatické stroje s dvojitou izoláciou káblov. Ale pre stacionárne miesto, kde je drôt úhľadne položený pod stenu a uzavretý (s krabicou alebo doskou), stačí jedna vrstva izolácie.
Prierez kábla je dôležitý na zabezpečenie prenosu napätia. V prípade poloautomatického zariadenia sa táto hodnota začína od 10 mm2, Čím je zvárací stroj výkonnejší, tým silnejšie by mali byť medené jadrá. Pri modeloch 400 A môže hrúbka sieťového kábla dosiahnuť 25 mm2.
Príležitosť MMA
Okrem zvárania MIG / MAG majú niektoré poloautomatické zariadenia ďalší konektor na pripojenie konvenčného držiaka a zváranie potiahnutou elektródou. Je to užitočné pri rezaní kovu na ťažko dostupných miestach, kde nemôžete prechádzať disk z brúsky. Na tento účel by však prístroj mal byť schopný zvýšiť súčasnú pevnosť na 250 až 300 A. Táto funkcia je užitočná aj na zváranie hlboko v potrubí, kde ruka nekĺzne a chýba gander z horáka, ale môžete dosiahnuť dlhú elektródu 40 cm.
Výber zváracieho poloautomatického zariadenia v závislosti od zamýšľaných úloh
Teraz môžete kombinovať získané vedomosti a kľúčové parametre skupiny pre výber zváracieho poloautomatického zariadenia pre konkrétne potreby.
HUNDRED, oprava karosérie s následným očistením švov
Vhodný je model s drôtom 0,8 mm, maximálnym prúdom 150 A, v jednej jednotke s mechanizmom dvojvalcového posuvu. Vyžaduje si to napájanie 220 V, dĺžku horáka 2 - 3 m, valec s oxidom uhličitým.

Opravy špeciálnych zariadení, zváranie kontajnerov, skleníkov, dverí, brán, plotov
Budete potrebovať poloautomatické zariadenie s drôtom 1,0 - 1,2 mm, ktoré vydáva až 250 A, ale pripája sa k domácej sieti 220 V. Na ochranu zvarového bazénu potrebujete zmes argónu a oxidu uhličitého. Hladšie švy sa získajú pomocou podávacieho mechanizmu štyroch valčekov a káblového kanála dlhého 3 m.

Zváranie rámov a iných kovových štruktúr z kanálov, rohov a profilových rúr s hrúbkou steny 10 mm a viac.
S touto úlohou sa vyrovná poloautomatické zariadenie s 380 V, ktoré má 400 A. Inertným plynom bude MIX a je lepšie zvoliť drôtený podávač samostatného typu s dĺžkou horáka 5 m. Zjednoduší sa tým pohyb okolo veľkej konštrukcie. Drážky na valcoch musia zodpovedať priemeru drôtu 1,6 mm.

Výber poloautomatického zariadenia sa môže vykonať správne podľa vyššie uvedených tipov. Možno bude potrebné opakovane prečítať jednu alebo dve sekcie, aby sa niečo zistilo, ale nakoniec kúpený zváračský stroj úplne vyhovie potrebám.








