Nevyžaduje sa žiadny osobitný dôkaz, že vŕtačka stráca svoju ostrosť počas prevádzky, to znamená, že je nuda. Tupá vŕtačka nespôsobuje obavy, pokiaľ to nie je potrebné. Potom sa náhle ukáže, že práca s opotrebovaným alebo tupým vrtákom nie je možná. Ostáva iba ľutovať, že geometria a veľkosť vŕtačky neboli obnovené v čase. Tento článok vám povie, ako nabrúsiť zákrutovú vŕtačku, ako aj tvrdú vŕtačku na vŕtanie betónu.
obsah:
- Ako nabrúsiť špirálovú vŕtačku
- Video: Ručné ostrenie zákrutov. Časť 1.
- Video: Naostrovacie vrtáky. Časť 2.
- Video: Šitie spojovacích rebier. Časť 3.
- Video: Vŕtačky na ostrenie - aplikácia.
- Ako nabrúsiť spájkovaciu vŕtačku
- Video: Naostrovacie vŕtačky na úder. Časť 1.
- Video: Naostrovacie vŕtačky na úder. Časť 2.
Ako nabrúsiť špirálovú vŕtačku
Nemusíte sa obávať oostrovania vŕtačky na drevo, s takouto vŕtačkou môžete pracovať mnoho mesiacov a dokonca aj roky bez ostrenia. To sa, žiaľ, nedá povedať o vrtáku do kovu, ktorý musí byť nevyhnutne ostrý. To znamená, že kov možno vŕtať výlučne pomocou ostrého, dobre naostreného vrtáka.
Ostrý vŕzok na začiatku vŕtania je charakteristický stratou ostrosti vŕtania. Vŕtačka, ktorá nie je nabrúsená v čase, produkuje viac tepla, a tak sa opotrebuje ešte rýchlejšie ako ostrá.
Vŕtačku môžete naostriť na špeciálnych strojoch alebo pomocou nástrojov. Prirodzene, ak je to možné, je lepšie to urobiť na špeciálnom vybavení. Ale v domácej dielni takýchto strojov spravidla nie sú žiadne, takže musíte použiť konvenčnú elektrickú brúsku na kameň.
 Hlavné komponenty sústružníckeho vŕtačky.
Hlavné komponenty sústružníckeho vŕtačky.
Zvážte, ako nabrúsiť vrták na kov?Typ zaostrenia závisí od tvaru, ktorý by mal byť daný zadnej ploche vŕtačky a môže byť jednovrstvový, dvojplánový, kónický, valcový a skrutkový.
Naostrenie vŕtačky sa vykonáva pozdĺž zadných stien. Obidva zuby (perie) vŕtačky by mali byť naostrené presne rovnako. Ručné to nie je ľahké. Tiež nie je ľahké manuálne udržiavať požadovaný tvar zadnej strany a požadovaný zadný uhol.
1. Jednostranné zaostrenie vŕtačky sa vyznačuje tým, že zadná plocha pera je vytvorená v jednej rovine. Zadný uhol je v tomto prípade v rozsahu od 28 do 30 °. Vŕtačka je jednoducho pripevnená na kruh, takže rezná časť prebieha rovnobežne s kruhom a bez otáčania, bez pohybu vŕtačky, je uskutočňované ostrenie. Pri takomto zaostrení počas vŕtania sa môžu rezné hrany vŕtačky štiepať, čo je nevýhodou tohto spôsobu ostrenia. Toto je najjednoduchšia metóda manuálneho ostrenia, ktorú je možné použiť pre tenké vŕtačky s priemerom do 3 mm.
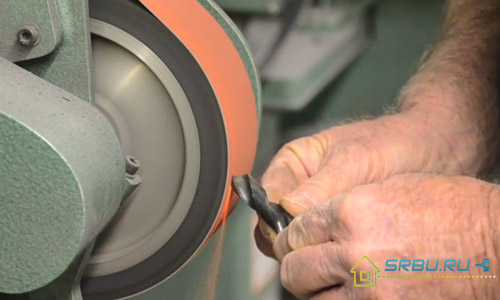
2. Vŕtačky s priemerom viac ako 3 mm sa výhodne brúsia kužeľovo. Manuálne bez zručností je takéto zaostrenie ťažké, ale možné. Vŕtanie sa vykonáva ľavou rukou na pracovnej časti čo najbližšie k vstupnému kužeľu a pravou rukou na chvoste. Vŕtačka je pritlačená na koniec brúsneho kameňa reznou hranou a povrchom zadnej časti a mierne sa otáča pravou rukou, čím vytvára kužeľovú plochu na čelnej strane peria. Pri brúsení vrták nevychádza z kameňa, pohyby rúk sú pomalé a plynulé. V prípade druhého pera sa všetko opakuje rovnakým spôsobom.

Priveďte vrták s reznou hranou na brúsny kotúč.

Vrták sklopíme a potom znova hore.
Pri zaostrovaní sa musíte snažiť čo najviac zachovať pôvodný tvar výrobného povrchu zadnej časti, aby ste zachovali potrebné zadné uhly. Ak je brúsenie správne, potom stačí na vŕtačkách s priemerom do 10 mm.Pri priemeroch nad 10 mm je možné toto zaostrenie vylepšiť brúsením prednej plochy, ako je znázornené na fotografii:

Brúste predný povrch.
Čo má zmysel? Zmenšením uhla čela a zväčšením uhla reznej hrany sa zvyšuje odolnosť voči odštiepeniu, čo zvyšuje zdroj vŕtačky. Okrem toho sa šírka priečnej hrany zmenší. Priečna hrana nevŕta, ale vyhodí kov do strednej časti otvoru. Druhý obrázok jasne ukazuje, že tu je skrátený, čo uľahčuje vŕtanie.
Pri vrtákoch so zvoleným malým uhlom chrbta môžete zadnú plochu ďalej naostriť. V tomto prípade je vrtný vrt menší ako tretina vo vŕtanom otvore so zadnou plochou. Pozri fotografiu:

Brúste zadný povrch.
Vo výrobných podmienkach sa po naostrení spravidla vykonáva jemné doladenie, ktoré vyhladzuje povrch a odstraňuje malé zárezy. Vŕtačka, na ktorej sa vykonáva ladenie, sa opotrebuje menej ako len naostrená vŕtačka. Ak je to možné, malo by sa doladiť.
Na povrchovú úpravu musíte použiť brúsne okrúhle kamene vyrobené zo zeleného karbidu kremíka (stupeň 63C, zrnitosť 5-6, tvrdosť M3-CM1) na bakelitovej väzbe, ako aj kruhy z elbo LO (zrnitosť 6-8) na bakelitovej väzbe.
Nižšie uvádzame vašu pozornosť vynikajúci výber tréningových videí sledovaním, ktoré môžete určite naostriť svoje cvičenia.
Video: Ručné ostrenie zákrutov. Časť 1.
Video: Naostrovacie vrtáky. Časť 2.
Video: Šitie spojovacích rebier. Časť 3.
Video: Vŕtačky na ostrenie - aplikácia.
Ako nabrúsiť spájkovaciu vŕtačku
Vrták môže byť tiež matný. Tupý vrták sa počas prevádzky prehrieva, zle vŕta a vydáva silný zvukový zvuk. Vŕtačku môžete samozrejme zmeniť zakúpením novej, ale je lepšie ju uložiť a naostriť vlastnými rukami. Na to budete potrebovať brúsku (elektrický orezávač) s diamantovým kameňom a chladivom. Bežný brúsny kameň na ostrenie vŕtačky z výher nie je vhodný. Pred začatím ostrenia sa uistite, že je to v zásade možné. Za týmto účelom zmerajte výšku reznej časti vŕtačky. Keď je výška reznej časti vŕtačky, t. J. Spájkovanie asi 10 mm, možné zaostrenie.
Nezabudnite: čím tvrdší je materiál, tým nižšia by mala byť rýchlosť ostrenia. Uhlová rýchlosť (počet otáčok rotácie kameňa) pri brúsení jadrového vrtáka by sa mala znížiť bez ohľadu na to, ktorý nástroj sa používa na brúsenie.
Naostrenie vŕtačky sa vykonáva krátkymi dotykmi so šmirgľovou vŕtačkou. Vrták je naostrený rýchlo, spravidla je potrebné iba trochu napraviť lapované hrany, takže by ste mali tento proces starostlivo monitorovať, aby ste neodrezali prebytok od povrchu vŕtacej korunky.
Odporúča sa ostriť vŕtačky s spájkami podobne ako jednoduché vrtáky malého priemeru, t. zaostrujte zadnú plochu rovno. Súčasne by sa mal zaostriť zadný povrch, ako je to znázornené na fotografii, a vrták vŕtať, kým sa nespájkuje:

Vŕtačka na ostré spájkovanie.
Je vhodné brúsiť predný povrch. Ak už bolo spájkovanie nabrúsené na samotnú vŕtačku, potom sa nedá upustiť od podrezania, pretože mäkký kov prechádza zo strany prednej strany k reznej hrane. Predná plocha je súčasne nabrúsená tak, aby sa hrúbka stredu spájky zmenšila.

Brúsenie z prednej plochy.
Pri brúsení vŕtačky sa snažte byť presní a starostlivo skontrolujte, či sú jej bočné strany rovnaké. Ak to nie je možné dosiahnuť, posunutý stred chrbtice nevyhnutne povedie k skutočnosti, že vŕtaná diera sa zväčší a nerovná. Bez ohľadu na zariadenie, na ktorom sa vykonáva zaostrovanie, je potrebné regulovať pomer predných a zadných rohov reznej hrany v smere otáčania. Ďalšie pravidlo, ktoré musí byť dodržané, aby sa vrták na betón správne nabrúsil: čím je materiál tvrdší, tým väčší je uhol ostrenia. Pre víťazstvo je to 170 stupňov.
Počas brúsenia sa vrták nesmie zohriať, napr môžu sa objaviť praskliny a je možné olúpanie karbidových dosiek. Aby ste tomu zabránili, vŕtačku pravidelne ochladzujte tekutinou. Na chladenie môžete použiť obyčajnú vodu.
Odporúčame vám pozerať si videá na ostrenie vŕtačiek s víťazným spájkovaním.
Video: Naostrovacie vŕtačky na úder. Časť 1.
Video: Naostrovacie vŕtačky na úder. Časť 2.








