Nie wymaga specjalnego dowodu, że wiertło traci ostrość podczas pracy, to znaczy, po prostu, jest nudne. Tępe wiertło nie powoduje niepokoju, dopóki nie jest potrzebne. Nagle okazuje się, że praca ze zużytym lub tępym wiertłem jest niemożliwa. Pozostaje tylko żałować, że geometria i rozmiar wiertła nie zostały przywrócone na czas. W tym artykule dowiesz się, jak ostrzyć wiertło kręte, a także wiertło twarde do wiercenia betonu.
Treść
- Jak naostrzyć wiertło spiralne
- Wideo: Ręczne ostrzenie wierteł krętych. Część 1.
- Wideo: Ostrzenie wierteł krętych. Część 2.
- Wideo: Zszywanie żeberek. Część 3.
- Wideo: Ostrzenie wierteł - zastosowanie.
- Jak naostrzyć wiertło lutownicze
- Wideo: Ostrzenie wierteł do uderzenia. Część 1.
- Wideo: Ostrzenie wierteł do uderzenia. Część 2.
Jak naostrzyć wiertło spiralne
Nie musisz się martwić o ostrzenie wiertła na drewnie; możesz pracować z takim wiertłem przez wiele miesięcy, a nawet lat bez ostrzenia. Niestety nie można tego powiedzieć o wiertarce do metalu, która musi być koniecznie ostra. Oznacza to, że metal można wiercić wyłącznie ostrym, dobrze naostrzonym wiertłem.
Ostre skrzypnięcie na początku wiercenia jest charakterystyczne dla utraty ostrości wiertła. Wiertło, które nie jest naostrzone w czasie, wytwarza więcej ciepła, a zatem zużywa się jeszcze szybciej niż ostry.
Możesz naostrzyć wiertło na specjalnych maszynach lub za pomocą narzędzi. Oczywiście, jeśli to możliwe, lepiej to zrobić na specjalnym sprzęcie. Ale w domowych warsztatach takich maszyn z reguły nie ma żadnych, więc musisz użyć konwencjonalnej elektrycznej szlifierki do kamienia.
 Główne elementy wiertła krętego.
Główne elementy wiertła krętego.
Zastanów się, jak naostrzyć wiertło do metalu?Rodzaj ostrzenia zależy od kształtu, jaki należy nadać tylnej powierzchni wiertła i może być jednopłaszczyznowy, dwupłaszczyznowy, stożkowy, cylindryczny i śrubowy.
Ostrzenie wiertła odbywa się wzdłuż tylnych powierzchni. Oba zęby (pióra) wiertła powinny być naostrzone dokładnie tak samo. Robienie tego ręcznie nie jest łatwe. Ręczne utrzymanie pożądanego kształtu tylnej powierzchni i pożądanego kąta tylnego nie jest również łatwe.
1. Jednopłaszczyznowe ostrzenie wiertła charakteryzuje się tym, że tylna powierzchnia pióra jest wykonana w postaci jednej płaszczyzny. Kąt tylny w tym przypadku wynosi od 28-30 °. Wiertło jest po prostu przymocowane do koła, dzięki czemu część tnąca biegnie równolegle do koła i bez obracania, bez przemieszczania wiertła wykonuje się ostrzenie. Przy takim ostrzeniu podczas wiercenia krawędzie tnące wiertła mogą zostać odpryskane, co jest wadą tej metody ostrzenia. Jest to najłatwiejsza metoda ręcznego ostrzenia, którą można zastosować do cienkich wierteł o średnicy do 3 mm.
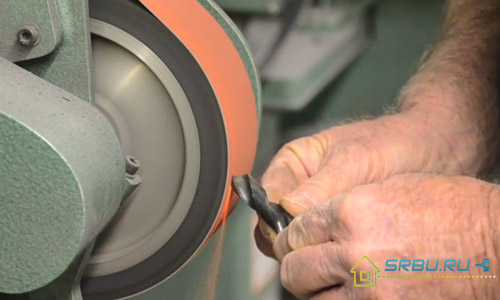
2. Wiertła o średnicy większej niż 3 mm są korzystnie ostrzone stożkowo. Ręczne bez umiejętności takie ostrzenie jest trudne, ale możliwe. Wiertło wykonuje się lewą ręką na części roboczej tak blisko stożka wlotowego, jak to możliwe, a prawą ręką na ogonie. Wiertło jest dociskane do końca kamienia szlifierskiego krawędzią tnącą i powierzchnią tylnej części i lekko kołysze się prawą ręką, tworząc stożkową powierzchnię na tylnej powierzchni pióra. Podczas ostrzenia wiertło nie spada z kamienia, ruchy rąk są powolne i płynne. W przypadku drugiego pióra wszystko powtarza się w ten sam sposób.

Doprowadzić wiertło krawędzią tnącą do ściernicy.

Przechylamy wiertło w dół, a następnie ponownie w górę.
Podczas ostrzenia należy w jak największym stopniu zachować oryginalny kształt fabrycznej powierzchni tylnej części, aby zachować niezbędne kąty tylne. Jeśli ostrzenie odbywa się poprawnie, to na wiertłach o średnicy do 10 mm jest to wystarczające.W przypadku średnic powyżej 10 mm to ostrzenie można poprawić, szlifując przednią powierzchnię, jak pokazano na zdjęciu:

Zmiel przednią powierzchnię.
Jaki jest sens podważania? Poprzez zmniejszenie kąta natarcia i zwiększenie kąta ostrza zwiększa się odporność na odpryski, co zwiększa zasoby wiertła. Ponadto szerokość krawędzi poprzecznej staje się mniejsza. Krawędź poprzeczna nie wierci, ale ociera metal w środkowej części otworu. Drugi rysunek wyraźnie pokazuje, że tutaj jest skrócony, co ułatwia wiercenie.
W przypadku wierteł o wybranym małym kącie oparcia można dodatkowo wyostrzyć powierzchnię oparcia. W tym przypadku wiertło ma mniej niż jedną trzecią w wierconym otworze z tylną powierzchnią. Zobacz zdjęcie:

Zmiel tylną powierzchnię.
W warunkach produkcyjnych po ostrzeniu z reguły wykonuje się precyzyjne dostrojenie, które wygładza powierzchnię, usuwając małe nacięcia. Wiertło, na którym odbywa się debugowanie, zużywa mniej niż tylko zaostrzone wiertło. Jeśli to możliwe, należy dokonać dostrajania.
Do wykończenia należy użyć szlifujących okrągłych kamieni wykonanych z zielonego węglika krzemu (klasa 63C, wielkość ziarna 5-6, twardość M3-CM1) na spoiwie bakelitowym, a także kółka z elbo LO (rozmiar ziarna 6-8) na spoiwie bakelitowym.
Poniżej przedstawiamy państwu doskonały wybór filmów szkoleniowych, oglądając, które zdecydowanie możesz wyostrzyć swoje ćwiczenia.
Wideo: Ręczne ostrzenie wierteł krętych. Część 1.
Wideo: Ostrzenie wierteł krętych. Część 2.
Wideo: Zszywanie żeberek. Część 3.
Wideo: Ostrzenie wierteł - zastosowanie.
Jak naostrzyć wiertło lutownicze
Wiertło może również stać się matowe. Tępe wiertło przegrzewa się podczas pracy, wierci słabo i wydaje mocny pisk. Oczywiście możesz zmienić wiertło, kupując nowy, ale lepiej jest zapisać i wyostrzyć go własnymi rękami. Aby to zrobić, będziesz potrzebował szlifierki (elektrycznej ostrzarki) z kamieniem diamentowym i płynem chłodzącym. Zwykły kamień szlifierski do ostrzenia wiertła po wygranej nie jest odpowiedni. Przed rozpoczęciem ostrzenia upewnij się, że jest to w zasadzie możliwe. Aby to zrobić, zmierz wysokość części tnącej wiertła. Gdy wysokość tnącej części wiertła, tj. Lutowanie około 10 mm, możliwe jest ostrzenie.
Nie zapominaj: im twardszy materiał, tym mniejsza powinna być szybkość ostrzenia. Prędkość kątową (liczbę obrotów obrotu kamienia) podczas ostrzenia wiertła rdzeniowego należy zmniejszyć, niezależnie od tego, które narzędzie jest używane do ostrzenia.
Ostrzenie wiertła odbywa się poprzez krótkie dotknięcia szmerglowym wiertłem do kamienia. Wiertło jest szybko naostrzone, z reguły wystarczy tylko trochę poprawić docierane krawędzie, dlatego należy dokładnie monitorować proces, aby nie odciąć nadmiaru z roboczej powierzchni wiertła.
Wiertła z lutowaniem zaleca się ostrzyć podobnie jak zwykłe wiertła o małej średnicy, tj. wyostrzyć tylną powierzchnię na płasko. Jednocześnie należy zaostrzyć tylną powierzchnię, jak pokazano na zdjęciu, szlifując wiertło, aż się przylutuje:

Zaostrzone wiertło lutownicze.
Wskazane jest szlifowanie przedniej powierzchni. Jeśli lutowanie zostało już naostrzone do samego wiertła, nie można zrezygnować z samego podcięcia, ponieważ miękki metal dociera do krawędzi tnącej od strony przedniej powierzchni. Przednia powierzchnia jest jednocześnie naostrzona, dzięki czemu grubość środka lutu staje się mniejsza.

Szlifowanie z przedniej powierzchni.
Podczas ostrzenia wiertła staraj się być precyzyjny i uważnie upewnij się, że jego tnące boki mają ten sam rozmiar. Jeśli nie da się tego osiągnąć, wówczas przesunięty środek kręgosłupa z konieczności doprowadzi do powiększenia i nierówności otworu do wiercenia. Niezależnie od urządzenia, na którym wykonywane jest ostrzenie, konieczne jest kontrolowanie stosunku przednich i tylnych narożników krawędzi tnącej w kierunku obrotu. Kolejna zasada, że musisz przestrzegać, aby odpowiednio naostrzyć wiertło na betonie: im twardszy materiał, tym większy kąt ostrzenia. Zwycięstwo wynosi 170 stopni.
Podczas ostrzenia wiertło nie może się nagrzewać, ponieważ mogą pojawić się pęknięcia i możliwe jest obieranie płyt z węglików spiekanych. Aby temu zapobiec, należy okresowo chłodzić wiertło płynem. Do chłodzenia można użyć zwykłej wody.
Sugerujemy obejrzenie wybranych filmów na temat ostrzenia wierteł ze zwycięskim lutowaniem.
Wideo: Ostrzenie wierteł do uderzenia. Część 1.
Wideo: Ostrzenie wierteł do uderzenia. Część 2.








