Il n’est pas nécessaire de prouver en particulier que la perceuse perd sa netteté pendant le fonctionnement, c’est-à-dire qu’elle est ennuyeuse. Une perceuse émoussée ne suscite aucune inquiétude tant qu'elle n'est pas nécessaire. Puis, il devient soudainement impossible de travailler avec une perceuse usée ou émoussée. Il ne reste plus qu'à regretter que la géométrie et la taille de la perceuse n'aient pas été restaurées à temps. Cet article vous expliquera comment affûter un foret hélicoïdal, ainsi qu'un foret dur pour percer le béton.
Contenu:
- Comment aiguiser une perceuse à spirale
- Vidéo: Affûtage manuel des forets hélicoïdaux. Partie 1
- Vidéo: Affûtage de forets. Partie 2
- Vidéo: Coudre les côtes du cavalier. Partie - 3.
- Vidéo: Exercices d'affûtage - application.
- Comment affûter une perceuse à souder
- Vidéo: Exercices d'affûtage pour un coup de poing. Partie 1
- Vidéo: Exercices d'affûtage pour un coup de poing. Partie 2
Comment aiguiser une perceuse à spirale
Vous n'avez pas à vous soucier d'affûter une perceuse sur du bois, vous pouvez travailler avec une telle foreuse pendant plusieurs mois, voire des années, sans aucun affûtage. Malheureusement, on ne peut pas en dire autant d'une perceuse à métaux qui doit être nécessairement tranchante. C'est-à-dire que le métal peut être percé exclusivement avec un foret tranchant et bien affûté.
Un craquement prononcé au début du perçage est caractéristique de la perte de netteté du foret. Une perceuse qui n'est pas affûtée à temps produit plus de chaleur et s'use donc plus vite qu'une charge tranchante.
Vous pouvez affiner la perceuse sur des machines spéciales ou à l'aide d'outils. Naturellement, si possible, il est préférable de le faire sur un équipement spécial. Mais dans l’atelier de telles machines, en règle générale, il n’en existe pas, vous devez donc utiliser une rectifieuse à pierre électrique conventionnelle.
 Les principaux composants d'un foret hélicoïdal.
Les principaux composants d'un foret hélicoïdal.
Alors, réfléchissez à comment affûter un foret pour le métal?Le type d'affûtage dépend de la forme à donner à la surface arrière du foret et peut être à plan unique, à double plan, conique, cylindrique et à vis.
L'affûtage du foret est réalisé le long des faces arrière. Les deux dents (plumes) de la perceuse doivent être parfaitement affûtées. Faire cela manuellement n'est pas facile. Il n’est pas non plus facile de maintenir manuellement la forme souhaitée de la face arrière et l’angle arrière souhaité.
1. L’affûtage du foret sur un seul plan est caractérisé par le fait que la surface arrière du stylo est réalisée sous la forme d’un seul plan. L'angle arrière varie dans ce cas entre 28 et 30 °. Le foret est simplement attaché au cercle, de sorte que la partie coupante soit parallèle au cercle et sans rotation, sans déplacement du foret, un affûtage est effectué. Avec un tel affûtage pendant le perçage, les arêtes de coupe du foret peuvent devenir ébréchées, ce qui est un inconvénient de ce procédé d'affûtage. Il s'agit de la méthode d'affûtage manuel la plus simple qui puisse être utilisée pour les forets minces jusqu'à 3 mm de diamètre.
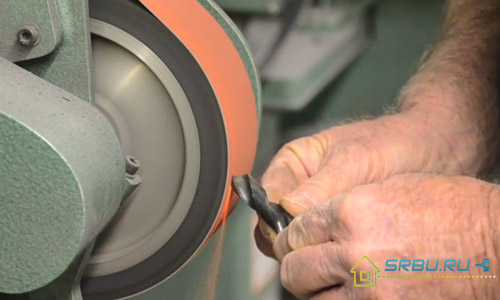
2. Les forets de diamètre supérieur à 3 mm sont de préférence affûtés de manière conique. Manuellement sans compétences, un tel affûtage est difficile, mais possible. La perceuse est prise avec la main gauche sur la partie travaillante aussi près que possible du cône d’admission et avec la main droite sur la queue. Le foret est pressé contre l'extrémité de la meule par le tranchant et la surface de la partie arrière et se balance légèrement avec la main droite, créant une surface conique sur la face arrière de la plume. Lors de l'affûtage, la perceuse ne sort pas de la pierre, les mouvements de la main sont lents et réguliers. Pour le second stylo, tout se répète de la même manière.

Amenez le foret avec le tranchant sur la meule.

Nous balançons l’exercice, puis nous le relevons.
Lors de l'affûtage, vous devez essayer de conserver autant que possible la forme d'origine de la surface d'origine de la partie arrière afin de conserver les angles arrière nécessaires. Si l'affûtage est effectué correctement, cela suffit amplement pour les forets d'un diamètre allant jusqu'à 10 mm.Pour les diamètres supérieurs à 10 mm, cet affûtage peut être amélioré en rectifiant la surface avant, comme indiqué sur la photo:

Meuler la surface avant.
Quel est le point de saper En réduisant l'angle de coupe et en augmentant l'angle du tranchant, la résistance à l'écaillement augmente, ce qui augmente la ressource du foret. De plus, la largeur du bord transversal devient plus petite. Le bord transversal ne perce pas, mais racle le métal dans la partie centrale du trou. La deuxième figure montre clairement qu’il est ici raccourci, ce qui facilite le forage.
Pour les exercices avec un petit angle de dossier sélectionné, vous pouvez affiner davantage la surface du dos. Dans ce cas, le foret est inférieur au tiers dans le trou de forage avec la surface arrière. Voir photo:

Meuler la surface arrière.
Dans les conditions de production, après l'affûtage, un réglage est généralement effectué, ce qui lisse la surface et supprime les petites entailles. La perceuse sur laquelle le débogage est effectué s'use moins qu'une perceuse aiguisée. Si possible, une mise au point devrait être faite.
Pour la finition, vous devez utiliser des meules rondes en carbure de silicium vert (nuance 63C, granulométrie 5-6, dureté M3-CM1) sur une liaison en bakélite, ainsi que des cercles en elbo LO (granulation 6-8) sur une liaison en bakélite.
Ci-dessous, nous présentons à votre attention une excellente sélection de vidéos d’entraînement en vous permettant de préciser vos exercices.
Vidéo: Affûtage manuel des forets hélicoïdaux. Partie 1
Vidéo: Affûtage de forets. Partie 2
Vidéo: Coudre les côtes du cavalier. Partie - 3.
Vidéo: Exercices d'affûtage - application.
Comment affûter une perceuse à souder
Le foret peut également devenir émoussé. Une perceuse émoussée surchauffe pendant le fonctionnement, perce mal et émet un son strident. Bien sûr, vous pouvez changer d'exercice en achetant un nouveau, mais il est préférable de le sauvegarder et de l'aiguiser de vos propres mains. Pour ce faire, vous aurez besoin d'une rectifieuse (affûteuse électrique) avec une pierre en diamant et du liquide de refroidissement. Une pierre d'émeri ordinaire pour affûter une perceuse à partir d'une victoire ne convient pas. Avant de commencer à affûter, assurez-vous que c'est possible, en principe. Pour ce faire, mesurez la hauteur de la partie coupante du foret. Un affûtage est possible lorsque la hauteur de la partie coupante du foret, c'est-à-dire une soudure d'environ 10 mm.
N'oubliez pas: plus le matériau est dur, plus la vitesse d'affûtage doit être faible. La vitesse angulaire (le nombre de tours de rotation de la pierre) lors de l'affûtage du carottier doit être réduite, quel que soit l'outil utilisé pour l'affûtage.
L’affûtage du foret se fait par petites touches à l’aide d’un foret à pierre émeri. Le foret est affûté rapidement. En règle générale, il suffit de corriger un peu les arêtes chevauchées. Vous devez donc surveiller attentivement le processus afin de ne pas couper les excès de la surface de foret.
Il est recommandé d’affûter les forets avec soudures de la même manière que des forets simples de petit diamètre, c.-à-d. affûter la surface arrière à plat. Dans le même temps, la surface arrière doit être affûtée, comme indiqué sur la photo, en meulant le foret jusqu’à ce qu’il soit soudé:

Perforateur affûté.
Il est conseillé de rectifier la surface avant. Si la soudure a déjà été affûtée sur le foret lui-même, on ne peut se passer de la sous-coupe car le métal mou va au bord de coupe du côté de la surface avant. La surface avant est simultanément affûtée de sorte que l’épaisseur du centre de la brasure diminue.

Meulage de la surface avant.
Lors de l’affûtage de la perceuse, essayez d’être précis et assurez-vous que ses côtés de coupe ont la même taille. Si cela ne peut pas être réalisé, alors le centre déplacé de la colonne vertébrale entraînera nécessairement le fait que le trou de forage sera agrandi et inégal. Quel que soit le dispositif sur lequel l’affûtage est effectué, il est nécessaire de contrôler le rapport des coins avant et arrière du tranchant dans le sens de la rotation. Une autre règle à suivre pour affûter correctement un foret sur du béton: plus le matériau est dur, plus l'angle d'affûtage est grand. Pour la victoire, il fait 170 degrés.
Lors de l'affûtage, il ne faut pas laisser la perceuse chauffer, des fissures peuvent apparaître et le pelage des plaques de carbure est possible. Pour éviter cela, refroidissez périodiquement la perceuse avec du liquide. Pour le refroidissement, vous pouvez utiliser de l'eau ordinaire.
Nous vous proposons de regarder une sélection de vidéos sur les exercices d’affûtage avec soudure victorieuse.
Vidéo: Exercices d'affûtage pour un coup de poing. Partie 1
Vidéo: Exercices d'affûtage pour un coup de poing. Partie 2








